Metal Coating Spray with Specialized Thermal Spray Equipment
We engineer alloy-specific high velocity thermal spray systems dedicated to spray metal coating with the best quality and cost.
We manufacture advanced coating systems for cold spraying metals: Al, Au, Ag, Cu, Sn, Ti, Zn and alloys.
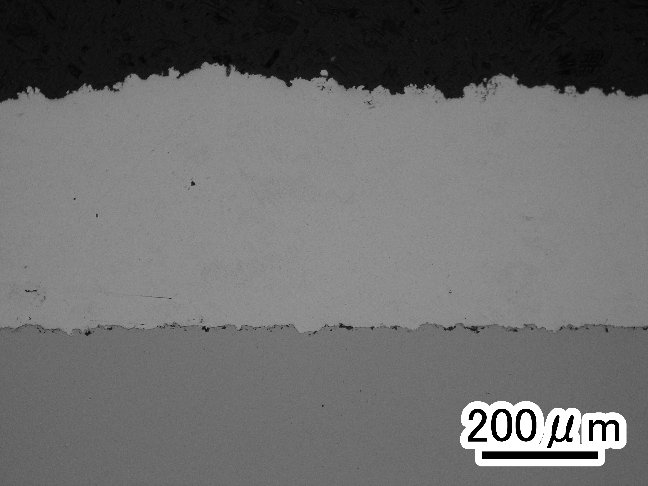
On the left: a Typical Micrograph of an HVAF aluminum Coating, 100x
Spray Metal Coatings with Kermetico HVAF Systems
You have probably tried different thermal spraying, plating or cladding methods or just have an idea for a special alloyed or composite functional metal coating.
Ask us, and we could have an HVAF spray gun that will make the best quality coatings having low oxidation, high density, higher spray rate and higher deposition efficiency than any other high-velocity thermal spray equipment.
Who Could Need a Specialized High Velocity Gun
Making a new metal coating for application development, the engineer arrives at a procedure:
- choose a functional coating material
- select a metal coating spray equipment
- optimize the spray parameters to maximize quality while minimizing the cost
If we need a functional layer with a thickness of more than 50 microns (0.002”) the choice of equipment is quite limited:
- flame spray and arc wire oxidize the feedstock too much while making porous, uneven coatings
- plasma is perfect for oxides, but usually, provides poor metal coatings
- Laser is good for thick coatings but limited to a few materials, and it overheats the surface
- Cold spray is extremely material-limited and quite expensive
What does this matter?
We have to choose high velocity thermal spray coatings.
But thermal spray system developers are concentrated mostly on high-volume applications: wear and corrosion resistant coatings. They optimize systems for the most popular materials. We have such systems in our portfolio too, but what if you need to spray a particular functional coating?
High-bond, non-porous titanium, tin, copper, silver or magneto-elastic material?
A mainstream system will most probably offer you quite a low spray rate and deposit efficiency due to nozzle clogging, material evaporation or low cohesion.
A lucky one will get 10-20% deposition efficiency for his valuable material, which most probably will not meet business requirements.
Here is the kicker:
We engineer alloy-specific high velocity thermal spray systems optimized to spray particular metal coatings.
Kermetico Makes Specialized HVAF Systems to Spray Metal Coatings and Alloyed Powder Compositions onto Uncommon Substrates such as Acme Threads, Thin Walls and Temperature Sensitive Materials
The Kermetico HVAF process is extremely stable due to the utilization of micro-flame combustion technology enhanced with the catalytic insert.
Modular hardware design makes it possible to build specialized equipment: we adjust combustion chambers, nozzles and powder injectors to achieve optimized results.
A variety of fuel gases and the possibility of multiple additional gas injections make the process even more versatile and efficient.
We have engineered several systems optimized to spray particular powders. Here is the range of the Specialized guns’ possibilities.
| Feature | S.I. Units | U.S. Units |
| Feedstock | powders up to 150 microns | |
| Combustion temperature | 1,500 – 2,000°C | 2,732-3,632°F |
| Gun equivalent power | 20 – 200 kW | |
| Particle temperature in the jet | 900 – 1,600°C | 1,650-2,900°F |
| Particle velocity | 400 – 1,000+ m/sec | 1,300 – 3,300+ ft./sec. |
Why does this matter?
Once set up, our spray gun is technologically stable. That means that it will spray coatings with the required quality, spray rate and deposit efficiency with a broad range of spray parameters.
Why is that?
Our gun designs are well-calculated and made of modern materials, so our spare parts experience extremely low wear.
Depending on the erosive properties of the feedstock material we often get over one hundred hours of spraying from a nozzle.
Examples of Kermetico HVAF Specialized Systems Depositing Unoxidized Dense Metal Coatings
Spraying Low-Melting Point Metal Coatings with Kermetico SL
The twin wire arc and flame spray processes apply aluminum or copper with high spray rates along with high porosity and high oxide levels so that the coating is inexpensive while it is of poor quality.
The cold spray process sprays a coating without oxidation and with low porosity, but its low spray rate and high equipment and gas costs make this coating expensive.
The Kermetico SL HVAF system provides an option to spray low melting point materials, like zinc coating, at up to a 10kg (22 lbs.) per hour spray rate, without oxidation, and with an applied cost not substantially higher than twin wire arc spray.
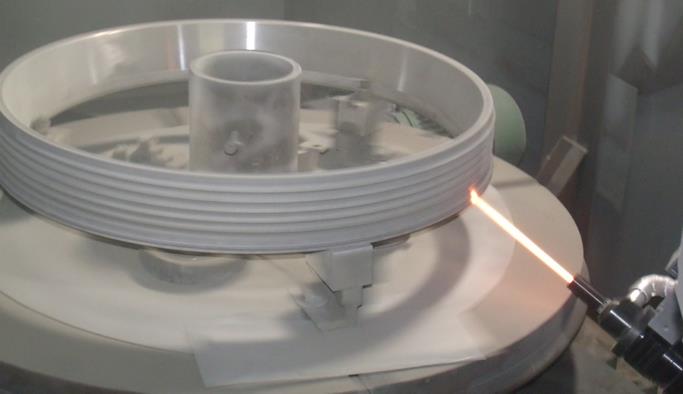
Thermal Spraying a Tin Coating with the Kermetico SL High Velocity System
High Velocity Thermal Spray Deposition of Highly-Valued Metals: The Kermetico SP Precious Metals Coating System
It is critical to have a stable and predictable technological process working with precious metals.
Our Kermetico SP High Velocity Air Fuel (HVAF) gun heats silver or gold powder just below their melting points which prevents material evaporation.
Then it delivers hot powder to the solid metal substrate at supersonic speed and deposits it densely.
With our system, you will not lose your precious metals due to evaporation. Most of it will be deposited as a high-quality coating; the remainder will go into your filtration system.
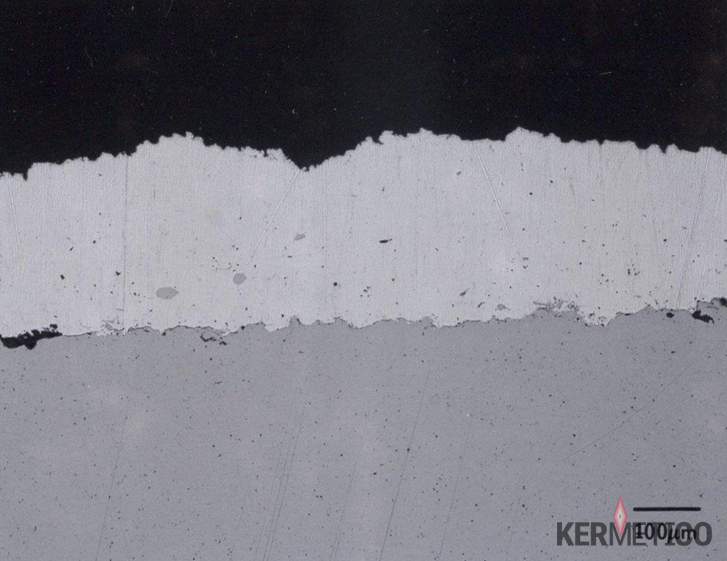
A Silver Coating Deposited by the Kermetico HVAF SP System
The Kermetico HVAF STi Thermal Spray Titanium Coating System
We have developed our Kermetico STi as an answer to an industry request for a uniform non-oxidized Titanium coating with a thickness of 50 to 250 microns. (0.002”-0.010”)
This Titanium-focused system sprays non-oxidized dense Ti and Ti alloy coatings.
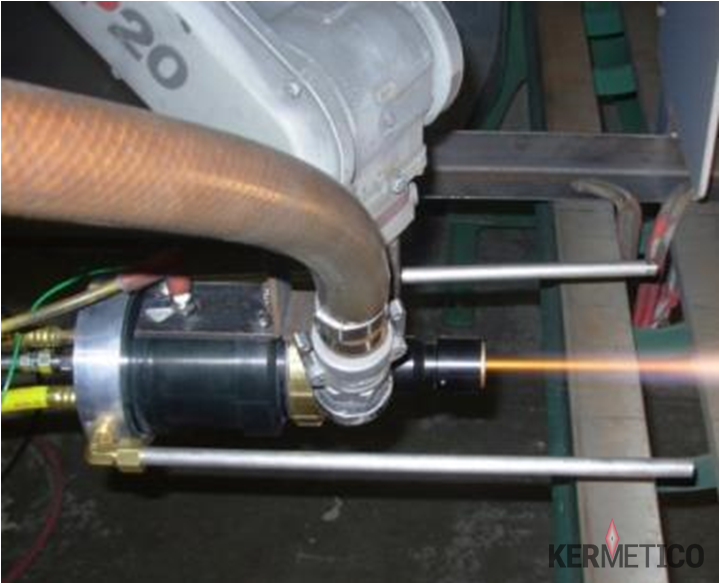
The Kermetico HVAF STi System Spraying a Titanium Coating
Kermetico, Inc. – the Specialist in Material Science, HVAF and HVOF Equipment Manufacturing Since 2006
What is the bottom line?
We proudly design and produce our HVAF thermal spray equipment in California and install it all over the world.
We have installed more than 60 HVAF systems worldwide. Some of the systems are at work in Universities and National Labs, but most of them are used in production thermal spray shops.
Here you can watch videos of our HVAF systems in action.
You can visit our R&D center in Benicia to meet our designers and see our HVAF equipment or visit our distributor’s showroom and job shop in Beijing, China.
We provide HVAF thermal spray coating services for customers around the San Francisco Bay Area in California, USA.
Check our AK systems, designed to deposit mainstream materials, like tungsten or chromium carbides.











