Important Aspects of HVAF and HVOF Spraying of WC-coatings, opportunities for optimization
Spray Particle Velocity
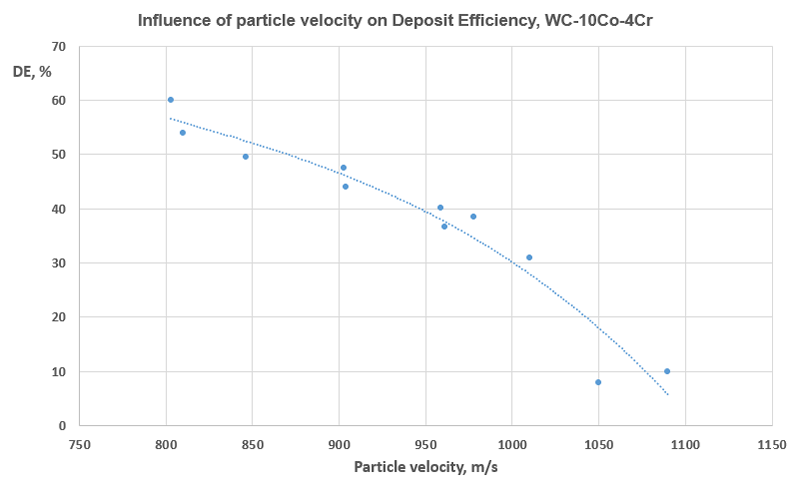
The increase of spray particle velocity:
- Increases the contact pressure upon impact => increases DE and cohesion strength
- Increases destruction of materials, both the substrate (cracking/ erosion) and the spray particle => decreases DE and eventually weakens the coating material
In case of WC-10Co-4Cr agglomerated/sintered powder, grain size of WC – “Fine” (1 micron), the “destruction component” prevails at particle velocities over 800 m/s; it becomes severe at particle velocity over 970 m/s.
When using similar materials with “Medium” (1.5 micron) and “Coarse” (2.5 micron) WC grain size, the “destruction component” becomes noticeable at 700 m/s or earlier.
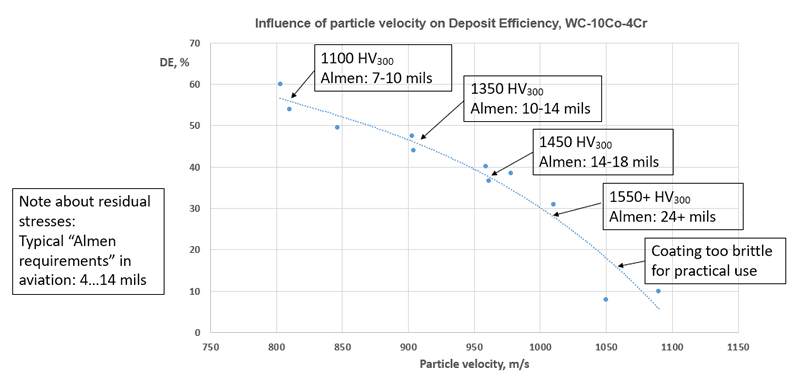
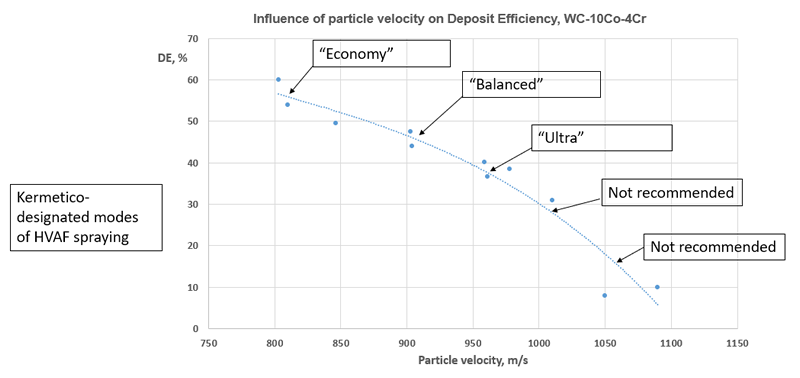
Spray Particle Velocity – Practical application
Spray Particle Temperature
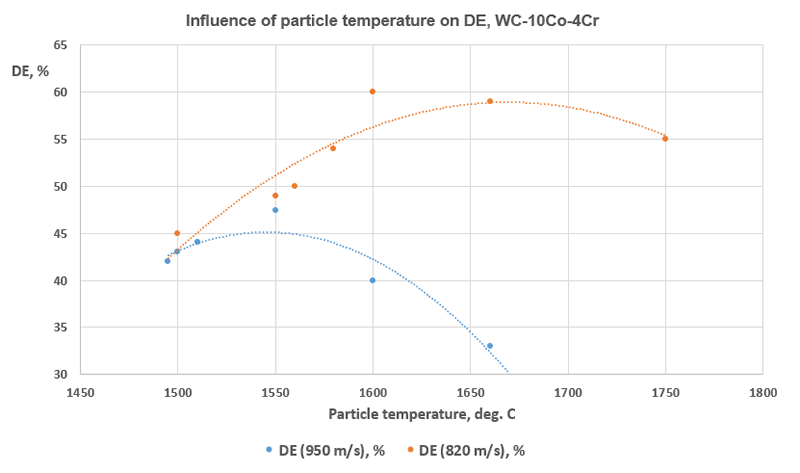
The increase of spray particle temperature:
- Increases the particle-substrate contact temperature => increases DE and cohesion strength
- Weakens the spray particle resulting in its destruction during impact => decreases DE and produces coating defects
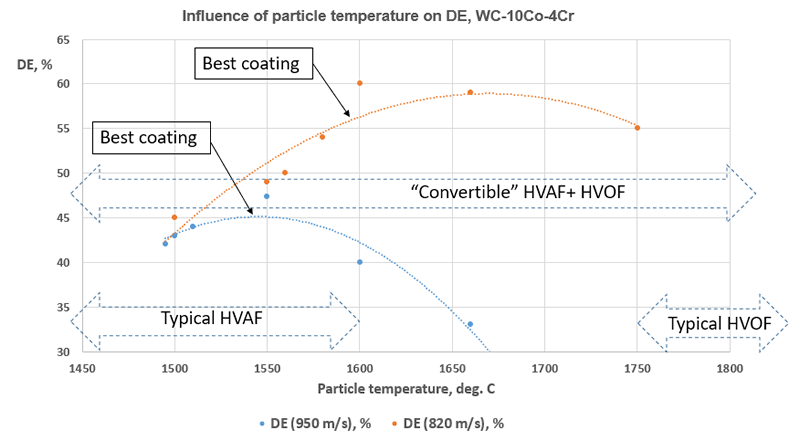
The DE increases with the increase of spray particle temperature until the temperature reaches some critical level (“critical temperature”). The increase of particle temperature over “critical” temperature results in the drop of DE. At this point, the increase of porosity, oxides content and decarburization accelerate.
The “critical temperature” of spray particles decreases with the increase of spray particle velocity.
The best coating quality is achieved BEFORE the particles reach their “critical temperature”.
Spray Particle Temperature: Convertible Systems
Kermetico “Convertible” guns and systems allow adding controlled amounts of oxygen into the combustion air to gradually increase the combustion temperature. This results in gradual increase of spray particle temperature, while not affecting their velocity. Without oxygen, the guns operate in HVAF mode. With oxygen – in HVOF mode.
Beneficial effects of “Convertible” technology are found for:
- Spraying of HVOF-spec carbide powders, optimizing particle temperature to reach maximal DE at specified coating quality (hardness, porosity, oxides content, etc.). The spray rates are typical for HVAF guns (up to 32 kg/hour).
- Spraying of high quality carbide coatings at very shallow angle of attack (25-27 degrees) by optimizing spray particle temperature below “typical HVOF” spraying but above “typical HVAF”
- Spraying of “hard” and “stiff” materials, such as WC-30WB-10Co
- Spraying of dense hard metals, etc.




