Corrosion, Erosion, and Abrasion Resistant HVAF Coating Material Selection

Depositing the same feedstock using different technologies results in different coating properties.
The Kermetico HVAF process lets you spray well-known materials with more desirable properties: higher hardness, ductility and deposition efficiency, with lower porosity and cost.
Take a look at the properties of our excellent carbide, metal and alloyed coatings.
The Task of Material Choice for a Protective Coating
What are we looking for when choosing a coating material for the thermal spray process? The list is long:
- Hardness
- Ductility
- Gas permeability (find out here how we test it)
- Fracture toughness
- Corrosion resistance in the given environment
- Tribological properties in contact with a given material
- Electrical conductivity
- Bond strength
- Coefficient of thermal expansion
- Residual stress
- Porosity
- Spray rate
- Deposition efficiency
- Cost of the feedstock spray material
- Cost of the applied coating
This is the way we proceed to get the best lifecycle cost for a given part or machine.
This method is not particularly simple, and the limitations of the process don’t make it any easier, as each thermal spray coating system has its limitations.
We have developed and use our innovative HVAF thermal spray systems breaking through many of the limits of traditional thermal spray processes. We have also designed and built systems for a particular material application to achieve optimal results.
The Properties of a Typical Kermetico HVAF Coating
Traditional thermal spray processes are based on this principle: heat fast – spray fast, the idea being that the faster we execute the process – the less oxidation we will have, the better coating we will get. Sometimes it works. Herewith, fast heating requires higher gas temperatures, which may cause quite the opposite results: material evaporation, higher oxidation levels and coating material degradation.
While we are developing Kermetico HVAF equipment, we continuously keep to one principle: heat slow, spray fast. A large diameter combustion chamber and a comparatively low gas combustion temperature allow us to deliver powder materials axially, directly to the combustion zone, where they are heated gradually and evenly.
Our guns have a large diameter, flow optimized nozzle and narrow powder jet and these factors minimize any nozzle wall influence on particle velocity. Multiple gun designs and configurations let us spray materials with different melting points without overheating them.

The Kermetico HVAF Process: High Power, Narrow Powder Jet
The Bond Strength of HVAF Coatings: Weld Through the Coating
Due to the high-velocity impact of the spray particles, Kermetico HVAF coatings provide high bond strength to metallic substrates and exhibit excellent cohesion strength.
Some Kermetico HVAF metallic coatings can withstand impacts by a hammer or welding through the coating without cracking or delamination.
Kermetico HVAF Metal Coating’s Resistance to High Temperature Corrosion
The absence of oxide scales and the high density of Kermetico HVAF coatings results in their superior performance in high temperature corrosion environments.
In oxidizing and sulfurizing environments HVAF coatings of alloy 625 and alloy 671 substantially outperformed their counterparts sprayed with electric arc or HVOF coatings.
The beneficial factor was that HVAF metal coatings efficiently sintered and formed diffusion zones with a substrate at elevated temperatures, afterward performing as a “solid metal.”
Such sintering and inter-diffusion are restricted in other thermal spray coatings because oxide scales are efficient barriers to diffusion.
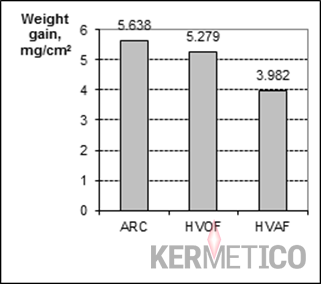
Weight Gain of Alloy 671 Coatings Sprayed with an Electric Arc, HVOF, and HVAF, after Testing in N2-1%H2S-1%HCl Gas at 400°C for 1,440 Hours.
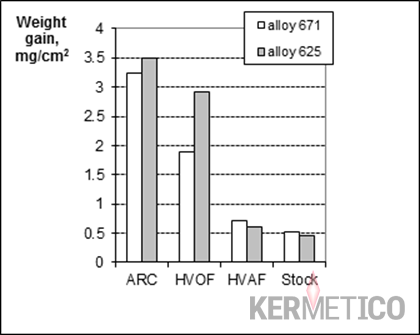
Weight Gain of HVAF Alloy 671 Coatings and Stock Materials after Testing in Air at 700°C for 1,000 Hours.
The Fracture Toughness of HVAF Coatings
Kermetico HVAF coatings reveal excellent crack resistance (fracture toughness). One of the methods for measuring the fracture toughness coefficient, K1C, for brittle materials involves indentation with a Vickers pyramid and measuring of induced crack length. Since K1C ~ (a/c)3/2, when a>c (a is the diagonal of the indentation, c is the length of the induced crack), the ratio “a/c” can be used as the crack resistance factor. In our tests, the crack resistance factor was found to be between 3 and 4 for different HVOF coatings of WC-based materials. Corresponding Kermetico HVAF coatings revealed values between 5 and 7, indicating substantially improved crack resistance.
In addition to improved coating performance, this fact has very practical applications in the creation of new markets for HVAF thermal spray coatings. In particular, improved coating crack resistance results in the possibility of applying very thick layers of carbides, using carbide coatings to combat cavitation, applying coatings on parts working in conditions of alternating stresses, impact, etc.
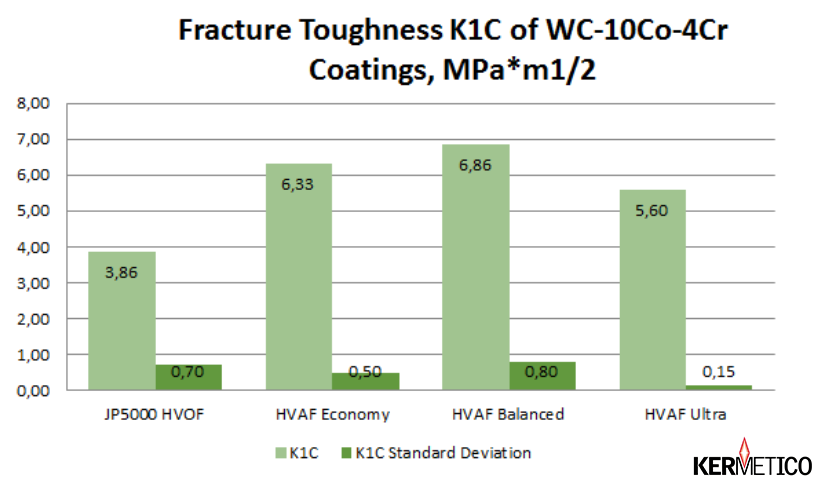
Fracture Toughness K1C of an HVOF coating and Three Kermetico HVAF Coatings
Spraying Ductile WC Coatings with a Hardness over 1,600 ±6% HV300, and no Cracks
Most HVOF companies will tell you that a non-cracking WC coating 1,600 HV300 with a deviation of 100 HV is impossible in real life. And they will be telling you the truth. It is impossible with the oxygen-kerosene process, where the combustion temperature of 3200 °C prohibits the spraying of fine particles.
The Kermetico HVAF process works within a combustion temperature range of 1,860-2,100°C with a particle velocity higher than 1,000 m/s, which allows spraying fine WC-metal particles while keeping all the feedstock WC phases intact.
We provided some independent data here to compare. And check out this video where we used our Kermetico HVAF process to spray a tungsten carbide coating to make a metal cutting tool, and then used it for turning steel.
Take a look at our Kermetico Convertible HVOF/HVAF equipment family.
Spraying Low-Melting Point Metal Coatings: Al, Cu, Sn, Zn and Alloys
The twin wire arc and flame spray processes apply aluminum, zinc or copper with high spray rates, also with high porosity and high oxide levels so that the coating is inexpensive but oxidized.
The cold spray process does the opposite and sprays a coating without oxidation and with low porosity, but its low spray rate and high equipment and gas costs make the quality coating quite expensive.
Kermetico AK HVAF equipment provides an option to spray low melting point metal coatings at a 10kg (22 lbs.) per hour spray rate, without oxidation, and with an applied cost comparable to twin wire arc spray.
And this is not an exaggeration; we spray profitable Al, Cu, and Sn powder coatings in our job shop with prices matching flame or wire arc spraying. Check out our Specialized equipment family for more information.
The Kermetico HVAF SL System Spraying a Tin Coating
Review more HVAF coating materials on the right sidebar of this page.
Kermetico HVAF and HVOF Thermal Spray Coating Equipment
Kermetico designs and manufactures three families of HVAF thermal spray equipment.
- Convertible HVOF and HVAF equipment:
- Multi-purpose HVAF AK systems, with a range of spray guns:
- AK7 – a high-power gun for the thermal spray of large parts
- AK6 – a gun to spray tungsten and chromium carbide onto a balanced mix of parts
- AK5 – a compact gun to spray smaller parts, thin walls and complex surfaces
- AK-ID – an 88 mm (3.47”) and larger internal diameter spray gun
- AK-IDR – a rotating ID gun to spray 4” (100 mm) and larger bores
- AK-HH – a handheld gun for on-site coating
- Specialized equipment:
- SL – a specialized gun for spraying low melting point metals
- SP – a dedicated gun for the most efficient precious metals’ deposition
- STi – a specialized system for the deposition of titanium and Ti-alloy coatings
Additional equipment:
- A Grit Feeder for the grit blast preparation of parts to reduce coating cost
- A Gas Permeability Tester for an instant check of a coating’s through porosity
Kermetico, Inc. – the Specialist in Material Science, HVOF and HVAF Equipment Manufacturing Since 2006
We have installed more than 60 HVAF and HVOF systems worldwide.
Some of the systems are at work in Universities and National Labs, but most of them are used in production thermal spray shops.
We proudly design and produce our thermal spray equipment in California and install it all over the world.
You can visit our R&D center in Benicia to meet our designer and see our HVAF and HVOF coating equipment.
We also provide thermal spray coating services for customers around the San Francisco Bay Area in California, USA.



Materials












Downloads

