Tungsten Carbide WC-10Co-4Cr Powder Material Properties
Tungsten carbide coatings are sprayed mostly with WC-10Co-4Cr agglomerated and sintered powder
| Nominal composition | Wt.% |
| Tungsten carbide | Base |
| Total carbon | 5.3-5.4 |
| Cobalt | 9.5-10.5 |
| Chromium | 4.0-5.0 |
Powder products are available from some suppliers with compositions where cobalt is replaced partially with nickel.
HVAF and HVOF WC-10Co-4Cr Coating Properties
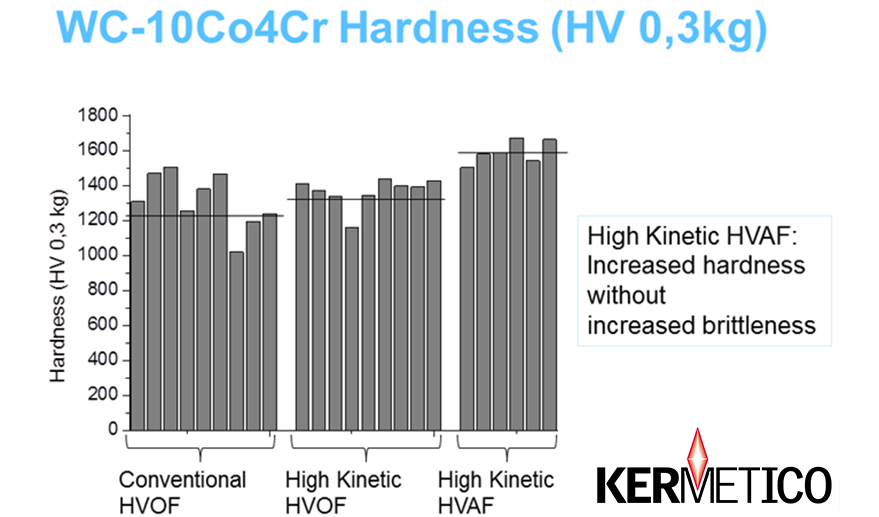
WC-10Co-4Cr Obtains Different Qualities Being Sprayed with HVOF or HVAF, Courtesy of VTT, Finland.
The same WC-10Co-4Cr feedstock powder leads to different coating properties when deposited using different technologies. You can see these differences by looking at a hardness comparison chart made by VTT science center, Finland, above.
Why is that?
The plasma process had been used to spray tungsten carbide coatings before the introduction of the HVOF process, but the results were poor compared to today’s standards.
Although HVOF technology improved WC-coating properties substantially, noticeable material oxidation and WC decomposition still occur during HVOF deposition.
The oxidation results in coating embrittlement and subsequent reduction of its service lifetime in conditions of abrasive wear, erosion, and especially cavitation.
The embrittlement of WC-coatings is directly related to a high combustion temperature, usually more than 3000°C (5,432°F), as well as the presence of oxygen in the HVOF combustion products.
Thus, there is a need for spray equipment that operates at a much lower temperature while generating a higher particle velocity to compensate for the temperature reduction.
To meet that need we created a high-velocity air fuel (HVAF) system that uses gas fuel and compressed air for combustion at substantially lower temperatures and higher particle velocities.
Depositing WC-based coatings by the Kermetico HVAF spraying process not only eliminates the WC-coating embrittlement and improves its hardness and density but also reduces the production cost due to higher spray rates achieved and use of air instead of pure oxygen.
A distinguishing feature of the Kermetico HVAF process is that spray particles are heated but preferably not fused during spraying.
With the HVAF combustion temperature below 2,000oC (3,632°F), the surface temperature of cobalt, nickel and iron alloy particles usually remains near their melting point.
Herewith, the improved efficiency of the spray guns and ability to use smaller particle sizes results in achieving very high spray particle velocities, measured at 800-1,000+ m/s (2,6oo-3,300 ft./sec.)
Kermetico HVAF WC-Co-Cr Carbide Coating Properties
The table below describes properties of WC-10Co-4Cr coatings obtained by different Kermetico HVAF gun configurations.
| Property\Kermetico HVAF Spray Mode | Economy | Balanced | Ultra-quality |
| Deposit efficiency, % | 65+ | 48-58 | 36-42 |
| Hardness, HV300 | 1,050-1,250 | 1,250-1,350 | 1,350-1,600+ |
| Apparent metallographic porosity | <0.8 | <0.5 | <0.3 |
| Bond strength (@0.040” thickness), MPa (PSI) | 80+ (12,000+) | ||
| Typical as-sprayed roughness, micro-inch | 80-130 | ||
| Lowest as-sprayed roughness, micro-inch | N/A | 40 | 40 |
| Maximum working temperature, oF (oC) | 950 (510) | ||
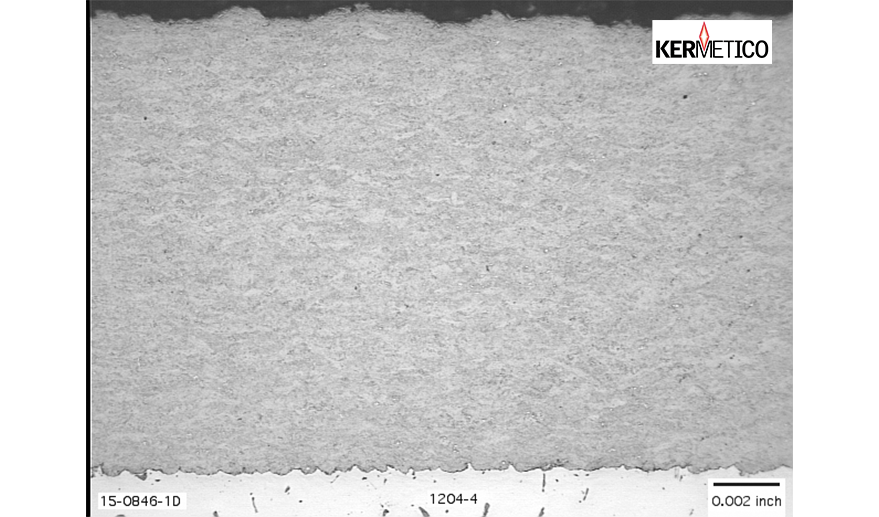
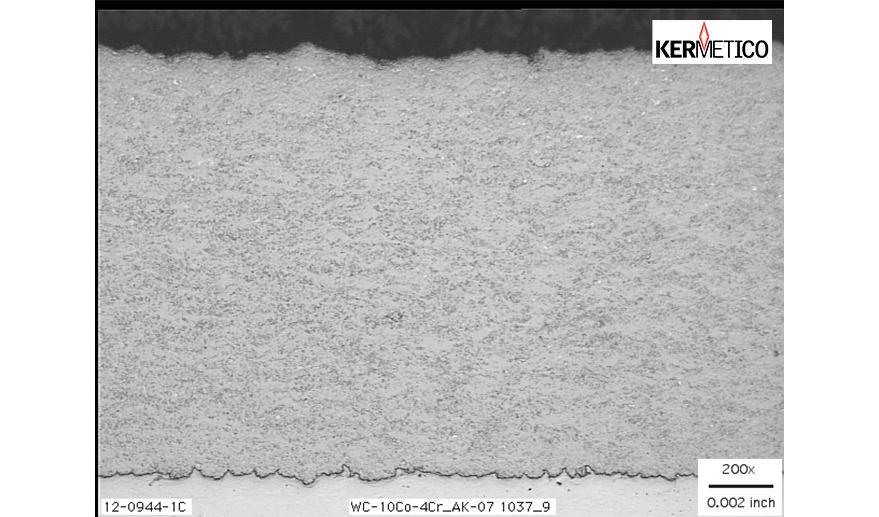
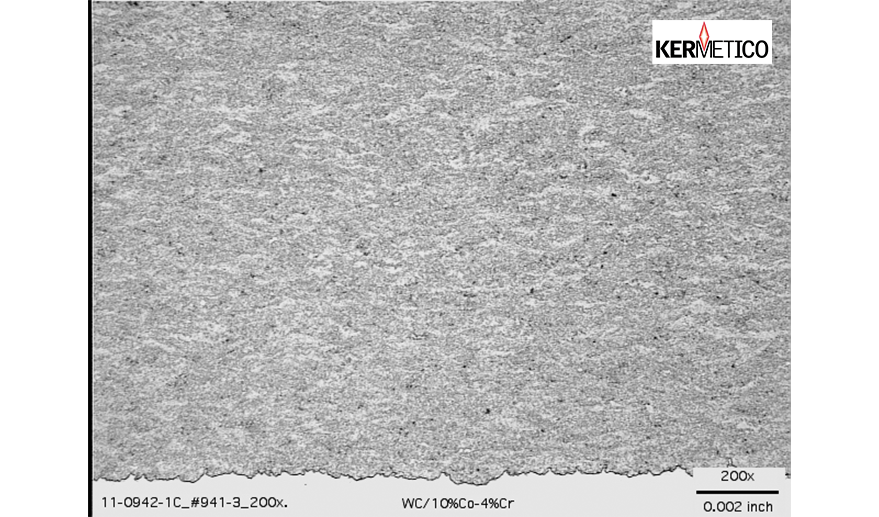
Below you can compare the micrographs of the resulting coatings.
Typical Cross-Sectional Micrographs of Kermetico HVAF Tungsten Carbide Coatings
-

- Kermetico HVAF Ultra Quality
-
- Kermetico HVAF Balanced
-
- Kermetico HVAF Economy
Typical Applications of Tungsten Carbide Coatings
Widely used as a hard chrome alternative coating.
Heavy Abrasive Wear and Erosion Resistance:
Sliding Wear Resistance:
- shafts
- hydraulic rods
- compressor rods
- labyrinth seals
- centrifugal screens
- paper rolls
- sink rolls in steel galvanizing
- table rolls for heat treatment equipment
- wire drawing capstans
- chill rolls in acetate film processing
- threads of electrical connectors
- sucker rod couplings
- polished rods
Cavitation resistance:
- impellers
- hydro turbine blades and vanes
- sealing rings
- needle valves
- seats
- marine propellers
Uniform high hardness and ductility, low stress and porosity lead to a substantial increase of service life of parts protected with our HVAF WCCoCr coatings in comparison with HVOF versions.
Kermetico HVAF Equipment to Spray WC-Co-Cr Coatings
Kermetico HVAF WCCoCr coatings have excellent resistance to sliding wear, abrasion, cavitation, and erosion. They are tough and reveal good fatigue and impact resistance.
Most Kermetico guns can spray WCCoCr 86/10/4. We have started to design our equipment in 2006 to excel in the application of tungsten carbide coatings.
- Convertible HVOF and HVAF equipment:
- Multi-purpose HVAF AK systems, with a variety of spray guns:
- AK7 – a high power gun for the thermal spray tungsten carbide coatings of large parts
- AK6 – a tungsten carbide gun to spray a balanced mix of parts in a job shop
- AK5 – a compact gun to spray smaller parts, thin walls and complex surfaces
- AK-ID – an 80 mm (3.15”) and larger internal diameter spray gun
- AK-IDR – a rotating ID gun to spray 4” (100 mm) and larger bores
- AK-HH – a handheld gun for on-site coating
- Additional equipment:
- An HVAF grit feeder for the grit blast preparation of parts to reduce coating costs
- A Gas Permeability Tester for an instant check of a coating’s through porosity
Kermetico Inc. – HVAF and HVOF Material Science Excellence and Equipment Manufacturing Since 2006
We create equipment that helps material scientists, engineers, and business managers achieve their goals.
We have installed more than 60 Kermetico HVAFand HVOF systems in the USA, Europe, Japan, and China.
Some of the systems are at work in Universities and National Labs, but most of them are used in production thermal spray shops.
We proudly design and produce our HVAF thermal spray equipment in California and install it all over the world.
You can visit our R&D center in Benicia to meet our designers and watch our HVAF and HVOF equipment in action.
We also provide HVAF and HVOF thermal spray coating services for customers in the San Francisco Bay Area in California, USA.










