The High Velocity Air-Fuel (HVAF) ID gun is advanced equipment for the thermal spray deposition of quality carbide and metallic alloy coatings to protect internal surfaces of industrial equipment from severe wear and corrosion.
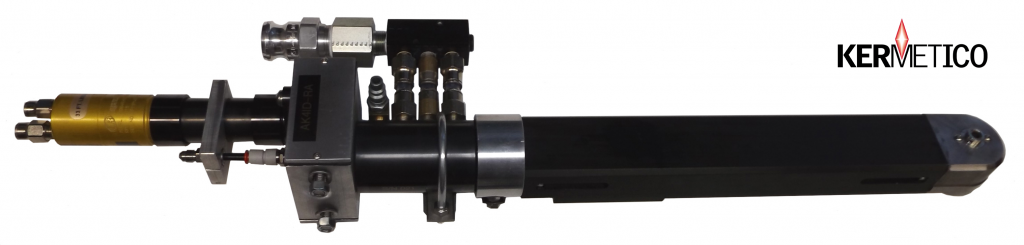
The Kermetico AK-ID HVAF Spray Gun for Spraying IDs as Small as 88 mm (3.47”)
We developed our AK-ID gun in 2012, and since that time it has demonstrated robustness in the harshest environment, spraying internal diameters as small as 3.47 inches (88mm) to a length of up to 5 feet (1,500 mm) deep. Low power (just 30 kW) prevents the ID gun and a workpiece from overheating, and the efficient design of the gun allows for the effective spraying of Hastelloy-type and tungsten carbide coatings onto internal surfaces.
The Kermetico HVAF AK-ID Spray Gun for Cylinder Bores as Small as 88 mm (3.47 Inches)
Interior surfaces frequently become a critical part of plant equipment lifecycles. The proper thermal spray coating improves abrasion and corrosion resistance of internal surfaces.
When considering the coating of inner diameters (IDs), vendors start to speak of spray angles, low deposition efficiency and porous layers that require sealing. We are different.
We developed our first internal diameter high-velocity combustion gun to spray oil refinery sleeves.
Those sleeves are still in service in 2017, five years after our HVAF coating application. Since that time, our ID guns have deposited hundreds of kilograms of tungsten carbide, metal and alloy coatings on internal diameters of various pipe spools and tubular vessels.
HVAF ID Coating Applications
We have found that our Kermetico ID gun is an effective instrument for spraying tungsten carbide and Hastelloy-type coatings.
The Kermetico HVAF AK-ID system is ideal for lining inside diameters of pipes, tubes, barrels, and cylinder bores which can be effectively rotated.
The gun provides uniform non-permeable wear and corrosion resistant cermet coatings with a spray rate of 5 kg or 11 lbs. per hour, achieving a tungsten carbide coating hardness of 950 HV300 in internal diameters less than 4” and over 1,100 HV300 hardness in 4.0” (100 mm) and larger internal diameters.
As seen in these representative micrographs, the coatings are extremely dense, which allows us to recommend thinner coats than other coating processes require for wear and corrosion resistant applications.
Micrographs of tungsten carbide (WC-10Co-4Cr) coatings sprayed with the AK-ID gun in 4.0” (a) and 4.5” (b) ID auger barrels.
-

- Kermetico AK-ID WC-10Co-4Cr, 4-inch ID Hardness 1,155 HV300, Porosity <0.1%

-
- Kermetico AK-ID WC-10Co-4Cr, 4.5-inch ID Hardness 1,300 HV300, Porosity <0.1%

The Application of Wear and Corrosion Resistant Tungsten Carbide Coatings onto Internal Diameters with Our ID Gun
-
- The Kermetico HVAF ID-Gun Thermal Spraying in a 3.5″ ID barrel

-
- The Kermetico HVAF System Coating in a 4″ ID Sleeve

As you can see from numerous photographs of actual work, we have completed extensive testing of our internal diameter guns. Here in California, we are surrounded not only by Silicon Valley IT companies (which help us in our research) but by five oil refineries and numerous marine and power repair job shops.
We have thermal sprayed all the parts presented for our customers in the USA.
Kermetico ID-guns have three main differences from any other equipment:
- Axial powder injection through the combustion chamber provides enough time to heat the powder in size-restricted areas of small ID parts
- We spray very fine powder particles that are easier to heat and accelerate
- The lower HVAF process temperature prevents overheating of such fine particles and the sprayed coating layer
These features have allowed us to create the smallest internal diameter guns in the world, working inside tubes as long as needed to deposit high-quality tungsten carbide and metal alloy coatings.
Kermetico HVAF vs. HVOF Process Spraying Internal Surfaces
It is widely known that if we reduce the size of HVOF ID guns, it leads to low particle velocity and poor coating quality.
Kermetico HVAF gun design leads to a different result.
The Kermetico AK-ID HVAF gun is “a small rocket engine,” generating a jet of spray particles with a velocity of more than 800 m/sec even with a short nozzle, the length of which is restricted by the ID size. Such particles form dense and tough coatings.
Our internal diameter tungsten carbide coatings (WC-12Co, WC-10Co-4Cr, etc.) are non-permeable to gas and have hardness 1,100-1,300 HV300, up to 1,450 HV300 for diameters 255 mm (10”) and larger.
Regardless of the high hardness, these coatings are not brittle since neither decarburization nor oxidation occurs in our low-temperature HVAF process.
The combustion temperature of air-fuel mixtures (1,800-2,100o C | 3,300-3,800°F) is ideal for gradual and precise heating of the spray particles of metals and cemented carbides to or slightly above the metal’s melting temperature. This kind of heating prevents material oxidation, carbide decomposition, and formation of other coating defects. Our equipment applies most of the alloys without particle melting.
ID coating quality
Heating efficiency: Heating of the spray particles in the combustion chamber occurs at high pressure, where heat transfer is the most efficient. The size of the chamber provides a long residence time for spray particles to heat. Thus, the energy transfer efficiency increases noticeably compared to other high-velocity spraying methods. This results in much higher spray rates with HVAF guns produced by Kermetico.
Acceleration efficiency: Kermetico HVAF guns have a large nozzle diameter that eliminates the nozzle length limitations of HVOF guns. The spray particles can be accelerated up to the gas velocity. The spray particle velocity is often purposely limited to reach the target deposit efficiency (cost) and decrease residual stresses in the coating.
Uniform coating quality: The diameter of the spray particle jet is several times smaller than the nozzle diameter. The influence of the nozzle wall on the spray particle velocity is negligible, providing even acceleration of the powder and improved consistency of the coating structure.
Kermetico Inc. –Material Science Excellence, HVAF and HVOF Equipment Manufacturing and Thermal Spray Coating Services Since 2006
Kermetico is not just ID thermal spray gun developer. We produce complete high velocity air fuel systems working on propane, propylene, natural gas and MAPP gas.
Since our incorporation in 2006, we have installed more than 60 HVAF systems in the USA, Europe, Japan and China.
Some of the systems are at work in Universities and National Labs, but most of them are used in production thermal spray shops.
We can equip our systems with different guns; they are robust and technologically efficient. And they are not expensive.
Our system pays back your investment spraying the second metric ton of the tungsten carbide coating.
We proudly design and produce our HVAF thermal spray equipment in California and install it all over the world. You can visit our R&D center in Benicia to meet our designers and see our HVAF equipment in action.












