
High Temperature Corrosion and Wear of Boiler and Waste Incinerator Tubes
Boiler coating is extremely important to mitigate corrosion and wear in boilers and waste incinerators. HVAF chromium carbide has proven to be the excellent coating for the application. Find out why.
Circulating Fluidized Bed Erosive Wear
Circulating fluidized bed (CFB) boilers are used widely in coal-fired power plants because of their advantages of highly efficient combustion of a wide variety of solid fuels, in-bed sulfur capture, and relatively low NOx emission.
Hard coal gangue is the primary cause of erosive failures in economizer boiler tubes at high temperature.
Erosive wear resistance of the boiler tubes’ surface is necessary to lengthen the continuous operation lifetime.
The size of the coal gangue particles in CFB is on the millimeter scale, and the particle velocity is from several to tens of meters per second.
Boiler Cold End Sulfuric Acid Dew Point Corrosion
Using fuels containing sulfur yields a potential hazard of sulfur corrosion at the cold end of the boiler. The severity depends on many factors like percentage of sulfur in the fuel, excess air, moisture in the flue gas, etc. The problem is most severe for waste incinerators.
Steam generating boilers use different types of fuels containing sulphur. The higher the percentage of sulfur, the higher will be the risk of cold-end corrosion in the boiler.
The sulphur converts to sulphur dioxide during combustion. Depending upon the other impurities present in the fuel and excess air levels, some portion of the sulphur dioxide gets converted to sulphur trioxide.
Sulphur dioxide and trioxide combine with moisture and forms sulphurous and sulphuric acids.
The basic reactions taking place are:
S + O2 → SO2
SO2 + O2 ↔ SO3
H2O + SO2 ↔ H2SO3
H2O + SO3 → H2SO4
Condensation of these acids results in metal wastage and boiler tube failure, air preheater corrosion and flue gas duct corrosion.
The amount of SO3 produced in boiler flue gas increases with an increase of excess air, gas temperature, residence time available, a number of catalysts like vanadium pentoxide, nickel, ferric oxide, etc. and the sulfur level in fuel.
The flue gas dew point temperature increases steeply from 90°C to 135°C (194 to 275°F) with the sulfur percentage increasing up to 1%. A further increase in the sulfur percentage in the fuel gradually increases the dew point temperature of 135°C to 165°C (275 to 329°F) at 3.5% sulfur in the fuel.
The industry uses wear and corrosion resistant coatings widely to mitigate these risks.
High Velocity Thermal Spray Boiler Tube Coatings
Kermetico HVAF Chromium Carbide Coating Properties
Thermally sprayed Cr3C2-NiCr coatings combat high-temperature wear due to the high wear resistance imparted by the hard carbide particles and the high temperature oxidation resistant nature of the Cr2O3 oxide formed over both phases.
While WCCoCr 86/10/4 provides better wear resistance when temperatures are under 510°C (950°F), high velocity sprayed chromium carbide ceramic coatings mitigate abrasive and erosive wear at temperatures up to 750°C (1,380°F). The corrosion resistance is provided by the NiCr matrix while the wear resistance is provided mainly by the carbide ceramic phase.
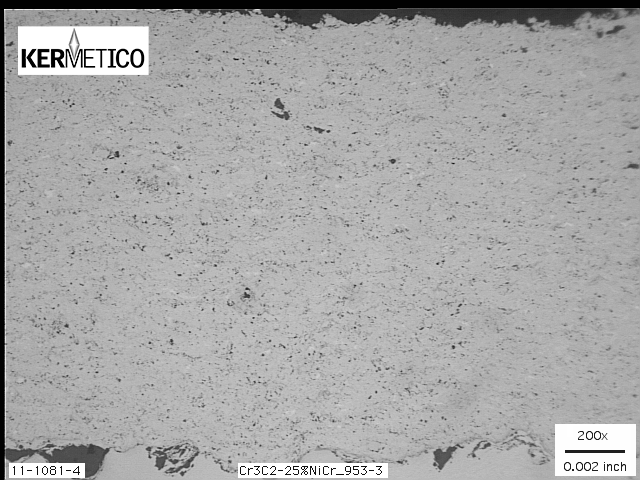
A Typical Microstructure of a Kermetico HVAF Sprayed Chromium Carbide Coating
HVAF and HVOF Sprayed Inconel-Type Coatings
Despite less wear resistant than chromium carbide, an Inconel-type coating is a popular choice for dew-point corrosion protection of boilers.
HVAF Inconel-type coatings provide excellent hot corrosion resistance due to Cr2O3 formation, high density and high bond strength.
Kermetico HVAF Equipment for Boiler Tube Coating Application
Kermetico Inc. manufactures equipment for highly productive old coating removal, surface preparation and thermal spray coating application both in the shop and on-site.
We recommend our HVAF equipment for wear and corrosion resistant coating applications in boilers because:
- It deposits high-quality industrial coatings:
- Minimized oxidation due to spraying with air, not oxygen and lower combustion temperatures
- High bond and low porosity due to the higher particle in-flight velocity
- Increased wear resistance thanks to the integration of alumina particles inside the coating
- It is fast and inexpensive:
- With spray rates from 80 g/min (11 lbs./hour) for ID systems to 250 g/min (33 lbs./hour) for hand-held and robotic systems, we are 3-4 times faster than any competing HVOF system
- The absence of oxygen and axial powder injection result in long life of spare parts; we often spray for one-hundred hours with the same set of parts
- HVAF blasting makes the blasting process 10 times faster with 100 times less grit consumption in comparison to conventional blasting processes
- It is mobile-friendly:
- No water chiller – we cool guns with the same air we use for combustion
- Reliable and robust equipment designed for on-site jobs
- It is safe and easy
- Technologically efficient system accepts various fuels and forgives operators’ mistakes
- The absence of fumes of sprayed powders makes the coating process less hazardous
- We developed some valuable options for on-site jobs:
- Blast-and-spray powder feeders
- Manual Kermetico AK-HH gun for hand-held boiler coating on-site
- Kermetico AK-ID gun to reach remote surfaces
- Instant gas permeability tester to check coating through porosity on-site
Blast and Spray Boiler Waterwalls with Kermetico High Velocity Equipment
We recommend using robotic blast and spray operations to spray boiler tube coatings.
We blast a tube surface with the Kermetico HVAF gun (it is extremely fast and uniform) and spray with the same gun after switching the powder feed hose and perhaps changing the nozzle
It is much faster, more accurate and needs much less grit than manual blasting.
Hot grit blasting also provides very even surface preparation and induces less stress into the base metal.
Kermetico HVAF Thermal Spray Coating Equipment
Kermetico designs and manufactures HVAF thermal spray equipment for high-performance in-house and on-site coating.
Multi-purpose HVAF AK systems, with a variety of spray guns:
- AK7 – a high-power gun for the thermal spray of large parts
- AK6 – a gun to spray tungsten and chromium carbide onto a balanced mix of parts
- AK5 – a compact gun to spray smaller parts, thin walls and complex surfaces – recommended for boiler tube coating
- AK-ID – an 88 mm (3.47”) and larger internal diameter spray gun
- AK-IDR – a rotating ID gun to spray 4” (100 mm) and larger bores
- AK-HH – a handheld gun for on-site coating – recommended for on-site repair boiler coating
Additional equipment:
- A Grit Feeder for the grit blast preparation of parts to reduce coating cost – recommended for boiler tube blasting
- A Gas Permeability Tester for an instant check of a coating’s through porosity
Kermetico, Inc. – HVAF and HVOF Material Science Excellence, Equipment Manufacturing and Thermal Spray Coating Since 2006
We create equipment that helps material scientists, engineers and business managers achieve their goals.
We have installed more than 60 Kermetico HVAF and HVOF systems in the USA, Europe, Japan and China.
Some of the systems are at work in Universities and National Labs, but most of them are used in production thermal spray shops.
We proudly design and produce our thermal spray equipment in California and install it all over the world.
You can visit our R&D center in Benicia to meet our designers and see our HVAF and HVOF equipment in action.
We also deposit HVAF and HVOF thermal spray coatings for customers in North America – ourselves and through our network of partners.

A Kermetico HVAF Wear Resistant Boiler Tube Coating

















