
Hard and ductile carbide and metal coatings provide a higher level of wear and abrasion protection for barrels and nozzles than most bare metals.
We design and manufacture HVAF and HVOF equipment for tungsten carbide and metal spraying of barrels and other tubular parts with a diameter of 80 mm (3.15”) and larger, and provide HVAF and HVOF coating services in Benicia, California, USA.
The Methods of Wear Protection for Barrels, Nozzles and Cylinder Bores
Barrels, nozzles and cylinder bores suffer from different kinds of sliding, abrasive and corrosive wear, including high-temperature environments. Hardfacing of internal diameters was always under consideration to prevent wear, but it was always hard to apply to smaller IDs.
Kermetico provides HVAF technology and equipment that solve the problem for 80 mm (3.15 inch) and larger bores.
Tungsten carbide coatings have proven to be the best solution for higher hardness and ductility than any industrially available metallic or ceramic liner.
Numerous researchers have shown that an increase of hardness provides an exponential increase in wear resistance. Chromium carbide, Fe-, Ni- and cobalt based coatings have their own advantages which we will review below.
The Advantages of HVAF Wear Resistant coatings:
- Uniform coatings with a smooth as-sprayed surface
- Long lifetime and maintenance-free operation
- Reduced pressure losses and lower energy cost
- No production losses or contamination of the conveyed materials due to abrasion, mixture or oxidation; no spilled material to clean up
- Smooth barrel surface to achieve good flowability and to avoid plugs
- Tungsten carbide coating works well at temperatures up to 510°C (950°F)
- High velocity sprayed chromium carbide coatings mitigate wear at temperatures up to 750 °C (1,380°F)
- We also spray some Ni- and Co-based materials that work at even higher temperatures with lower feedstock cost
The Equipment and Technology Used to Protect Internal Surfaces from Corrosion and Wear
We have developed HVAF equipment to thermal spray metal and carbide coatings onto internal surfaces.
The Kermetico HVAF AK system can operate several HVAF thermal spray guns with different designations:
- AK5 – a compact spray gun to effectively deposit coatings onto internal surfaces of vessels 10” (255 mm) or larger and complex geometries
- AK-ID – a gun to spray inside diameters 80 mm (3.15”) and larger
- AK-IDR- a rotating gun to spray barrels 100 mm (4”) and larger and up to 600 mm (2’) deep
- AK-HH – a manual HVAF gun to spray on-site or onto complex surfaces

The Kermetico HVAF AK-ID Gun Thermal Spraying onto an Internal Diameter of 89 mm (3.5″)
The high energy efficiency of the Kermetico HVAF systems minimizes the heat load into a vessel surface, allowing spraying faster and with less cooling effort.
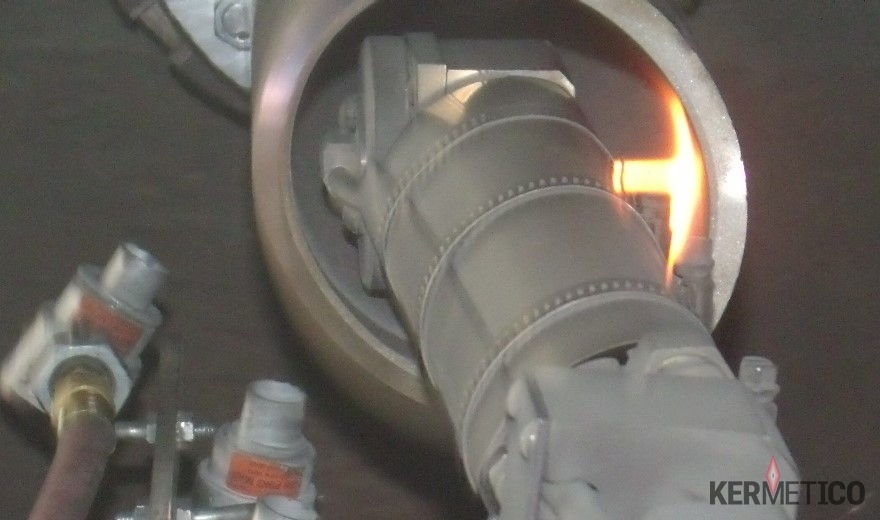
The Kermetico HVAF AK-IDR Rotating Gun Spraying WCCOCr Inside a Nozzle
The Quality of High Velocity Air Fuel Tungsten Carbide Coatings
The Kermetico AK-ID HVAF gun is “a small rocket engine,” generating a jet of spray particles with a velocity that is generally in the range of 650-750 m/sec. (2,130-2,460 ft./sec.) Such particles form dense and tough layers.
Our internal diameter metal and carbide layers(WC-10Co-4Cr and Hastelloy-type) are non-permeable to gas and liquid. Our tungsten carbide coating has a hardness of 1,100-1,300 HV300 for small diameters, up to 1400 HV300 for diameters 255 mm (10”) and larger.
Regardless of the high hardness, these linings are not brittle since both decarburization and oxidation do not occur in our low-temperature HVAF process.
Want to know why?
The combustion temperature in air-fuel mixtures is typically 1,960-2,010°C (3,560-3,650°F) which is about 1,000°C (1,832 °F) lower than in oxygen-fuel combustion.
This lower temperature is ideal for the gradual heating of the feedstock particles of alloyed metals to or slightly above the metals’ melting temperature.
The initial oxygen content in the combustion gas mixture is 5-fold lower in our HVAF process compared to any HVOF process. Both factors prevent the oxidation of metals and the decomposition of carbides and their dissolution into the metal binder.
These factors allow the retention of the original ductility of the powder feedstock in the applied coating, even when the hardness of the cemented carbide coating exceeds 1,400 HV300.
Typical Cross-Sectional Micrographs of Kermetico HVAF Tungsten Carbide Coatings
-

- Kermetico AK-ID WC-10Co-4Cr, 4.5-inch ID Hardness 1,300 HV300, Porosity <0.1%

-
- Kermetico AK-ID WC-10Co-4Cr, 4-inch ID Hardness 1,155 HV300, Porosity <0.1%

Kermetico HVAF Thermal Spray Coating Equipment
Kermetico designs and manufactures three families of HVAF thermal spray equipment.
- Convertible HVOF and HVAF equipment:
- Multi-purpose HVAF AK systems, with a range of spray guns:
- AK7 – a high-power gun for the thermal spray of large parts
- AK6 – a gun to spray carbides onto a balanced mix of parts in a job shop
- AK5 – a compact gun to spray smaller parts, thin walls and complex surfaces
- AK-ID – an 80 mm (3.15”) and larger internal diameter spray gun – recommended for nozzles
- AK-IDR – a rotating ID gun to spray 4” (100 mm) and larger bores
- AK-HH – a handheld gun for on-site coating
- Specialized HVAF S equipment:
- Additional equipment:
- An HVAF grit feeder for the grit blast preparation of parts to reduce coating costs
- A Gas Permeability Tester for an instant check of a coating’s through porosity
Kermetico, Inc. – Material Science Excellence, HVAF and HVOF Equipment Manufacturing and Thermal Spray Coating Services Since 2006
We create equipment that helps material scientists, engineers and business managers achieve their goals.
We have installed more than 60 Kermetico HVAF systems in the USA, Europe, Japan, and China.
Some of the systems are at work in Universities and National Labs, but most of them are used in production thermal spray shops.
We proudly design and produce our HVAF thermal spray equipment in California and install it all over the world.
You can visit our R&D center in Benicia to meet our designers and see our HVAF equipment in action.
We also provide HVAF and HVOF thermal spray coating services for customers in the U.S.A. – ourselves and through our network of partners.

















