
The Kermetico HVAF AK-ID and ID rotating systems are designed to protect internal surfaces of piping bends, elbows and sleeves in media conveying systems. Our systems provide uniform non-permeable wear and corrosion resistant cermet linings with a spray rate of 5 kg (11 lbs.) per hour, achieving a tungsten carbide coating hardness of 950 HV300 for internal diameters less than 4” (100 mm) and over 1,100 HV300 hardness for 4” and larger inner diameters.
As seen in these representative micrographs below, the wear resistant layers are incredibly dense, which allows us to recommend thinner coatings than other lining processes require for wear and corrosion resistant applications.
The Corrosion and Wear of Sleeves, Bends and Elbows
Loss of original material due to solid particle impact on the material surface is called erosion and loss of material or material integrity due to the chemical or electrochemical reaction is defined as corrosion. Corrosion, erosion and erosion-corrosion wear of the piping system.
The wear rate will depend on the production characteristics of the system; i.e. production rates, pressure and temperature, and the presence of corrosive components and solid erosive particles.
Piping Wear in High Velocity Conveying Systems
Wear problems are common in dilute phase conveying systems with high velocities. The conveyed product slides along the elbow wall at high speed and high centrifugal forces press the conveyed material against the outer metal surface. The resulting friction causes the elbow walls to wear out quickly.
Erosion and Corrosion of Bends in Chemical Processing
Flow-accelerated corrosion is a typical problem for bends and elbows in chemical and petrochemical industries.
The European Commission has indicated the elbow joint as the most common geometric configuration involved in a corrosion‐ related failure. Elbows were found to be the original site for corrosion in 18% of all cases of major refinery equipment incidents since 1984.
Elbows cause flow turbulence resulting in increased erosive wear of some areas and possible deposit formation in others, where corrosion develops faster.
The Wear and Corrosion Resistance of a Tungsten Carbide Internal Coatings
Various scientific research and industry practice have proven tungsten-carbide-based linings to reside among the best wear and corrosion protection methods.
Although there are linings on the market providing higher hardness or better corrosion resistance in some environments, a unique combination of ductility, wear resistance and hardness of WCCo-based coatings allow them to outperform most other systems in real-life comparisons.
High Velocity Air Fuel (HVAF) technology is the best method for tungsten carbide lining due to its low temperature, high speed and ability to spray small particles.
We design and manufacture HVAF and HVOF systems.
Kermetico HVAF Systems for Lining Bends and Elbows as Small as 88 mm (3.47”) ID
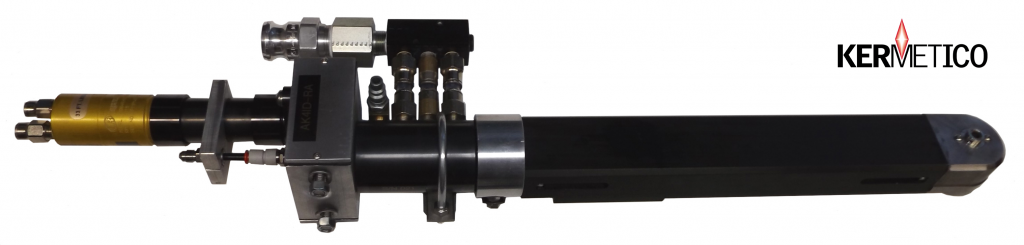
The Kermetico AK-ID gun deposits high-quality coatings in the harshest environment, spraying internal diameters as small as 3.47 inches (88mm) to a length of 5 feet (1,500 mm) deep. Low power (just 30 kW) prevents the gun and workpiece from overheating, and the design of the gun allows for the efficient spraying of metals, alloys, tungsten and chromium carbide coatings on internal surfaces.
When considering the coating of internal diameters, many vendors speak of spray angles, low deposition efficiency and porous coatings that require sealing.
Kermetico is different. We developed our first inner diameter high-velocity gun to spray oil refinery sleeves. Those sleeves are still in service in 2016, four years after our HVAF coating application.
Since that time, we have deposited hundreds of kilograms of tungsten carbide, metal and alloy coatings onto internal diameters of various pipe spools. We found that our Kermetico AK-ID is an efficient instrument for jobs of this kind.

Kermetico AK-ID HVAF spray gun for cylinder bores as small as 3.47 inches
The Quality of Our ID coatings
The Kermetico HVAF AK-ID system is ideal for spraying interior surfaces of pipes, tubes, barrels, and cylinder bores which could be effectively rotated. The gun provides uniform non-permeable wear and corrosion resistant cermet coatings with a spray rate of 5 kg or 11 lbs. per hour, achieving a tungsten carbide coating hardness of 950 HV300 in internal diameters less than 4” and over 1,100 HV300 hardness in 4.0” (100 mm) and larger inner diameters.
As seen in these representative micrographs, the coatings are incredibly dense, which allows us to recommend thinner coats than other coating processes require for wear and corrosion resistant applications.
Micrographs of tungsten carbide (WC-10Co-4Cr) coatings sprayed with the AK-ID gun in 4.0” (a) and 4.5” (b) ID auger barrels.
-

- Kermetico AK-ID WC-10Co-4Cr, 4-inch ID Hardness 1,155 HV300, Porosity <0.1%

-
- Kermetico AK-ID WC-10Co-4Cr, 4.5-inch ID Hardness 1,300 HV300, Porosity <0.1%

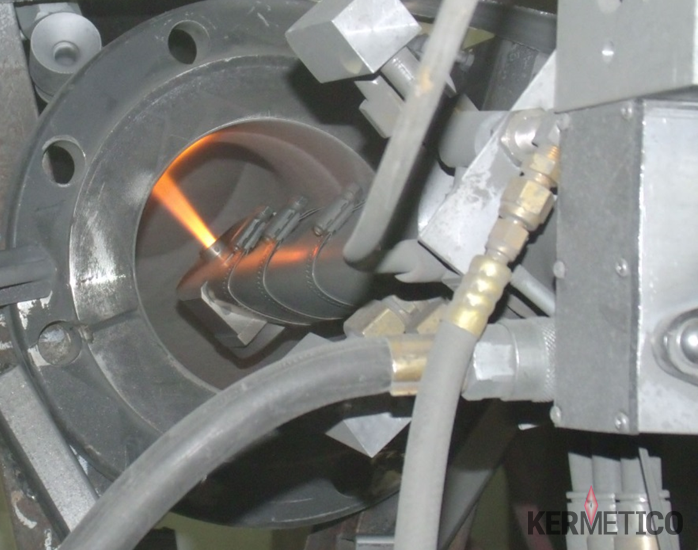
The application of wear and corrosion resistant cermet coatings with our AK-ID HVAF gun onto internal diameters of barrels and nozzles.
-
- The Kermetico HVAF ID-Gun Thermal Spraying in a 3.5″ ID barrel

-
- The Kermetico HVAF System Coating in a 4″ ID Sleeve

Kermetico AK-IDR Rotating HVAF Spray Gun
The rotating HVAF spray system is a recent development of Kermetico Inc., and it is a perfect tool for the application of coatings inside sophisticated shapes, such as elbows, square-to-round shape transition nozzles, as well as for internal spraying of parts where the rotation of such parts is difficult or impossible. They include vessels with long protruding nozzles, heavy cylinder blocks, pump housings, etc.
Kermetico rotators use high-torque motors, with the entire rotating assembly mounted on the robot or linear traverse device.
High-pressure air flow insures the effective cooling of both the gun and the part
High-pressure air flow ensures the sufficient cooling of both the gun and the part
The Kermetico AK-IDR Spraying a WC-10Co-4Cr Coating Inside an Elbow with a 150 mm (6”) Internal Diameter
As you can see from numerous photographs of actual work we have completed extensive testing of our internal diameter guns.
Here in California, we are surrounded not only by Silicon Valley IT companies (which help us in our research) but by five oil refineries and numerous marine and power repair job shops. All the parts presented were HVAF thermally sprayed for our customers in the USA.
Both Kermetico ID-guns and IDR rotating guns have three main differences from any other equipment:
- Axial powder injection through the combustion chamber provides enough time to heat the powder in size-restricted areas of small ID parts.
- We spray very fine powder particles that are easier to heat and accelerate;
- The lower HVAF process temperature prevents overheating of such fine particles and the sprayed coating layer.
Those features allowed us to create the smallest internal diameter guns in the world, working for hours in batches of tubes and providing high-quality tungsten carbide and metal alloy coatings.
The Kermetico HVAF Process vs. Traditional HVOF Processes Spraying Internal Surfaces
It is widely known that if we reduce the size of HVOF ID guns, it leads to low particle velocity and poor coating quality.
Kermetico HVAF gun design leads to a different result.
The Kermetico AK-ID HVAF gun is “a small rocket engine,” generating a jet of spray particles with a velocity of more than 800 m/sec even with a short nozzle, the length of which is restricted by the ID size. Such particles form dense and tough coatings.
Our internal diameter tungsten carbide coatings (WC-12Co, WC-10Co-4Cr, etc.) are non-permeable to gas and have hardness 1,100-1,300 HV300 and up to 1,450 HV300 for diameters 255 mm (10”) and larger.
Regardless of the high hardness, these coatings are not brittle since neither decarburization nor oxidation occur in our low-temperature HVAF process.
The combustion temperature of air-fuel mixtures (1,860-2,010o C | 3,560-3,650°F ) is ideal for gradual and precise heating of the spray particles of metals and cemented carbides to or slightly above the metals’ melting temperature. This prevents material oxidation, carbide decomposition, and formation of other coating defects. Many alloys can be applied without particle melting.
Heating efficiency: Heating of the spray particles in the combustion chamber occurs at high pressure where heat transfer is the most efficient. The size of the chamber provides a long residence time for spray particles to heat. Thus, the energy transfer efficiency increases noticeably compared to other high-velocity spraying methods. This results in much higher spray rates with HVAF guns produced by Kermetico.
Acceleration efficiency: Kermetico HVAF guns have a large nozzle diameter that eliminates the nozzle length limitations of HVOF guns. The spray particles can be accelerated up to the gas velocity. The spray particle velocity is often purposely limited to reach the target deposit efficiency (cost) and decrease residual stresses in the coating.
Uniform coating quality: The diameter of the spray particle jet is several times smaller than the nozzle diameter. The influence of the nozzle wall on the spray particle velocity is negligible, providing even acceleration of the particles and improved consistency of the coating structure.
Blast and Spray with Kermetico HVAF Equipment
We recommend lining of internal surfaces using robotic blast and spray operations.
We blast a pipe surface with the Kermetico HVAF gun (it is extremely fast and uniform) and spray with the same gun after switching the powder feed hose and perhaps changing the nozzle.
It is much faster, more accurate and needs much less grit than manual blasting.
It also provides very even surface preparation and induces less stress into the base metal.
Kermetico HVAF Thermal Spray Coating Equipment
Kermetico designs and manufactures three families of HVAF thermal spray equipment.
- Convertible HVOF and HVAF equipment:
- Multi-purpose HVAF AK systems, with a range of spray guns:
- AK7 – a high-power gun for the thermal spray of large parts
- AK6 – a carbide gun to spray a balanced mix of parts in a job shop
- AK5 – a compact gun to spray smaller parts, thin walls and complex surfaces
- AK-ID – an 88 mm (3.47”) and larger internal diameter spray gun
- AK-IDR – a rotating ID gun to spray 4” (100 mm) and larger bores
- AK-HH – a handheld gun for on-site coating
- Specialized HVAF S equipment:
- Additional equipment:
- An HVAF grit feeder for the grit blast preparation of parts to reduce coating costs
- A Gas Permeability Tester for an instant check of coating through porosity
Kermetico, Inc. – HVAF Material Science Excellence, Equipment Manufacturing and Thermal Spray Coating Since 2006
We create equipment that helps material scientists, engineers and business managers achieve their goals.
We have installed more than 60 Kermetico HVAF systems in the USA, Europe, Japan and China.
Some of the systems are at work in Universities and National Labs, but most of them are used in production thermal spray shops.
We proudly design and produce our HVAF thermal spray equipment in California and install it all over the world.
You can visit our R&D center in Benicia to meet our designers and see our HVAF and HVOF equipment in action.
We also deposit HVAF and HVOF thermal spray coatings for customers in North America – ourselves and through our network of partners.
Literature
- “Corrosion‐Related Accidents in Petroleum Refineries. Lessons learned from accidents in EU and OECD countries”. European Commission Joint Research Centre. 2013


















