We have developed this unique system to thermal spray metals with the low melting point temperature. It deposits bulk-like, non-oxidized, dense aluminum, tin, copper, zinc and alloyed metal coatings.
Key features:
- Axial metal powder injection
- Protection against feedstock oxidation
- No metal evaporation in the coating process
- No nozzle clogging
- Uniform, dense, high-bond Al, Zn, Sn, Cu and copper alloys coatings
- High metal spray rate:
- 6 kg/hour (13 lbs./hour) for aluminum coatings
- 10 kg/hour (22 lbs./hour) for copper, bronze, brass, tin and zinc coatings
- Blast & spray operation capable
- Air cooling (no need for water chiller, mobile friendly)
Let us review some real world applications spraying metals with low melting point temperature.
High Velocity Thermal Spraying of Copper, Bronze and Brass Low Oxidation HVAF Coatings
We have a time-proven approach for the high velocity thermal spray application of copper coatings with the Kermetico HVAF SL thermal spray system.
This system allows deposition of copper and its alloys (including brass, bronze and even some special grades of Cu-In-Ga) in “warm-spray” and “hot-spray” modes.
We were involved in very complicated jobs, which required us to create this type of gun.
We are not permitted to disclose information on most of them, but we can discuss a few examples
The Ball: The spherical parts had a 150 mm (6”) diameter. We applied 6-mm (0,24”) thick copper layer all around. High heat conductivity was a requirement.
The Sensor: This is an application of a high electrical conductivity copper layer of a particular pattern, 0.2 mm (0.008”) thickness, the width of each band – about 2.5 mm (0.100”). Note, that the first approach used machining and milling the copper coating to achieve the required pattern.
The HVAF Copper coating behaves as a “solid” metal during machining. And milling through the coating down to the substrate was performed without the remaining copper layer delaminating. (This should give you some idea about the bonding and cohesive strength of the copper coating.
We did not perform the bond strength measurements ourselves since the copper coating bond strength was never a limiting factor, but our customer reported over 11,000 PSI (over 75 MPa) on carbon steel, the majority related to breaking the glue used for ASTM 633C testing.
We deposited a few brass and bronze thermal spray coatings and found that spraying those alloys is simpler than spraying pure copper coatings.
The Kermetico HVAF SL Al-Bronze Coating
The Unabridged Story of a Dense Non-Oxidized Aluminum Coating
High velocity spraying of aluminum coatings?
What a weird idea?
Well, we hadn’t planned for our equipment to be used for Al coating applications.
We received a customer request, and since we had some spare time, and we always try to fulfill our customers request whenever possible.
So we took the order, purchased some Al powder, switched on our Kermetico HVAF SL system and started to spray.
The jet color had not changed after we had switched on the powder feeder.
We were not sure that powder was feeding until we saw the Al coating deposited on the test piece
And you know what?
It was a superb coating.
Aluminum is being melted at our HVAF temperatures. But an oxygen depleted flame and inert gas prevented the Al from oxidizing, both in the jet and on the surface, and the high-speed jet created a high bond and low porosity coating, so we made excellent samples.

Later on, we grit blasted the surface of the part with the same Kermetico SL gun and our HVAF grit feeder.
We had spent one tenth the time and one hundredth the grit for blasting in comparison with conventional compressed air blasting.
And we had made this Al coating with no nozzle clogging and no oxides in the coating structure.
We found that many companies need unoxidized, dense, high-bond strength aluminum coatings.
So we continued to market our SL systems for high-velocity air-fuel thermal spray Al coatings.
High Velocity Thermal Spray Tinning of Industrial Parts with Sn Powder
The practice of tinning ironware to protect it against rust is an ancient one. (Wikipedia.)
Who thought anyone would need high velocity thermal spray technologies to make Tin coatings in the XXI century?
Manufacturers use high velocity air fuel tinning for spraying tin coatings onto industrial parts to protect them from corrosion and to provide conductive layers on polymer parts. It is WIDELY used to prevent galling on Acme threads.
Blast Surface and Spray Metals with the Kermetico High Velocity Guns
Each Kermetico gun can work in the blast and spray operations.
You can eliminate blasting and mask for blasting in a blast booth or cabinet
Just prepare a part for coating, blast it with the Kermetico HVAF gun (it is extremely fast and uniform) and spray with the same gun after switching the powder feed hose and perhaps changing the nozzle.
It is much faster and more accurate than manual blasting.
Our customers and we have been successfully doing this with thousands of parts.
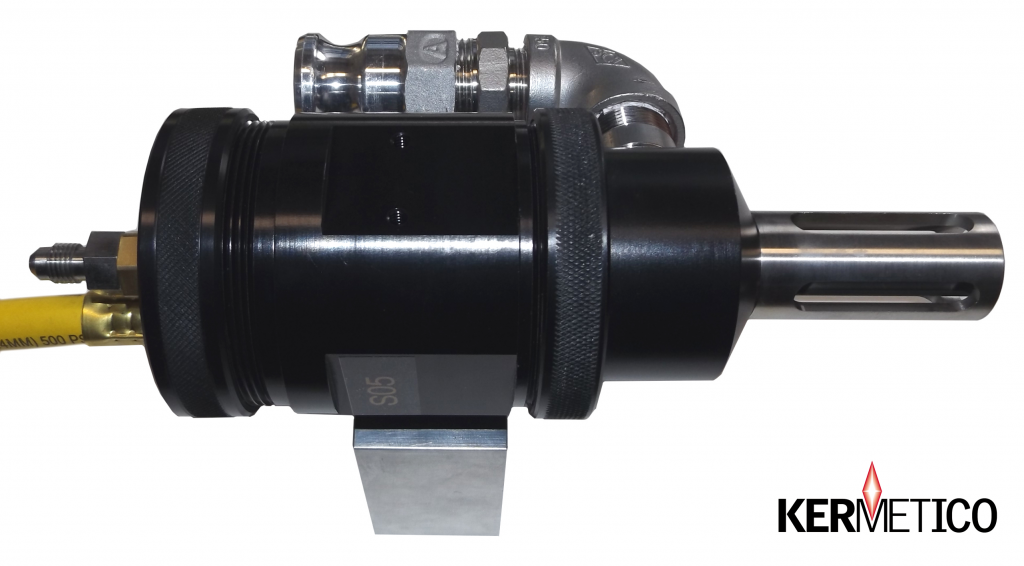
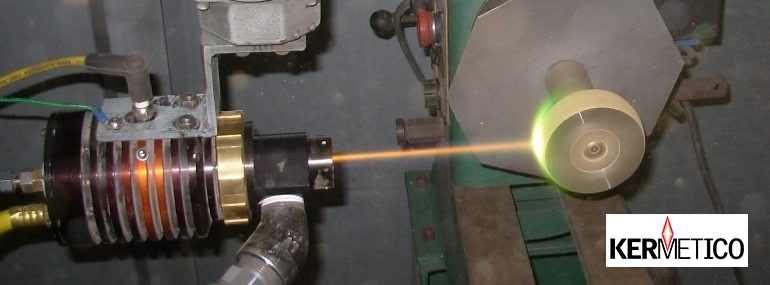
The HVAF Low Melting Point Metal Spraying Process Description
The HVAF SL Gun sprays metal powders, heated and accelerated by the air-fuel gas combustion products.
The mixture of compressed air and the chosen fuel gas flows into the combustion chamber through the orifices of a catalytic ceramic insert.
The initial ignition of the mixture results in the heating of the insert above the mixtures’ auto-ignition temperature, and then the hot insert continuously ignites the mixture.
When entering the gun, the compressed air cools the chamber and the nozzle assembly.
Then part of the preheated air is mixed with the chosen fuel gas and combusted.
The metal spray powder is injected axially into a wide combustion chamber.
The powder exiting the chamber is propelled into the nozzle of chosen length and configuration, where it is accelerated to a velocity that may be over 1,000 m/s (3300 ft./sec.)
When impacting a substrate, the spray powder particles form a metal coating.
Kermetico HVAF Equipment
Kermetico designs and manufactures three families of HVAF thermal spray equipment.
- Convertible HVOF and HVAF equipment:
- Multi-purpose HVAF AK systems, with a variety of spray guns:
- AK7 – a high-power gun for the thermal spray of large parts
- AK6 – a universal gun to spray a balanced mix of parts in a job shop
- AK5 – a compact gun to spray smaller parts, thin walls and complex surfaces
- AK-ID – an 88 mm (3.47”) and larger internal diameter spray gun
- AK-IDR – a rotating ID gun to spray 4” (100 mm) and larger bores
- AK-HH – a handheld gun for on-site coating
- Specialized HVAF S equipment:
- Additional equipment:
- An HVAF grit feeder for the grit blast preparation of parts to reduce coating costs
- A Gas Permeability Tester for an instant check of a coating’s through porosity
Kermetico, Inc. – HVAF and HVOF Equipment Design and Manufacture Since 2006
We make different spray guns for various applications.
Please check the full spectrum of our equipment here.
Our HVAF systems operate each of our guns or multiple guns at once (by request).
We supply two types of control consoles, a variety of powder feeders and gas vaporizers.
We proudly design and produce our HVAF thermal spray equipment in California, USA, and install it around the world.
You can visit our R&D center in Benicia to meet our designers and see our HVAF equipment in action or visit our distributor’s showroom in Beijing, China.













