
An ideal corrosion resistant coating should act as a barrier to inhibit the contact of chemical compounds or corrosive materials with a substrate, maintaining its qualities at different temperatures and pressure, resisting cavitation and erosive wear.
Our Kermetico HVAF equipment deposits metal coatings which are intended to protect equipment for its whole service life, without repair or recoating.
What makes a good corrosion resistant coating for extreme environments?
- Resistance to the corrosive media. There is no material resistant to any corrosion environment, but thermal spray technology allows depositing materials to protect from a particular corrosive media.
- Low porosity. Through porosity gives liquids a path to the base material which could result in under-film corrosion.
- High bond strength. Even hard and ductile coatings are not worth a penny if they delaminate.
- High hardness. As a rule, higher hardness means better erosion protection.
- High ductility. Ductile coatings resist cavitation and erosion better.
- Uniform quality. Any coating is as good as its weakest point.
Our HVAF equipment and technology provide a way to spray gas-tight, hard, ductile, unoxidized metal coatings with exceptional corrosion resistance.
The Features of Kermetico HVAF Coatings
Kermetico HVAF carbide coatings are superior to HVOF rivals regarding wear resistance, corrosion protection and production cost. The high velocity of the in-flight particles (greater than 1,000 m/s) in our HVAF process enables the production of very dense coatings with high bond strength.
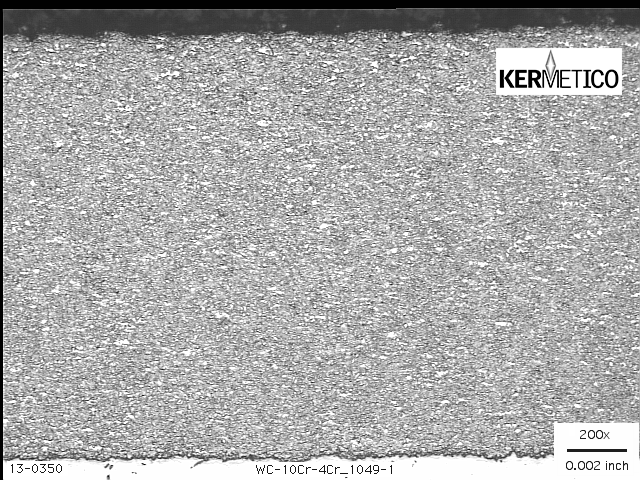
An Impermeable Kermetico HVAF WCCoCr Corrosion Resistant Coating
Moreover, the small combustion temperature (1,960-2,010°C | 3,560-3,650°F depending on fuel gas) and gentle particle heating lead to minimal feedstock phase transformation and almost nonexistent elemental depletion/decomposition of the in-flight particle.
Furthermore, the replacement of pure oxygen in the HVOF process by using air in the HVAF process significantly reduces the oxide content in the coatings, which is desirable for high-performance coatings.
Testing the Corrosion Properties of Kermetico HVAF Coatings
Salt spray test
Our metallic coatings were tested for salt spray corrosion by several labs independently; all of them have found that all samples, including 3.50 stainless steel, passed the corrosion test at 1,000 hours. The as-sprayed coating thickness was 75 – 200 microns (0.003”-0.008”), but some of those labs were grinding the coating before testing, so we do not know what layer thickness remained in the tested samples.
Salt Spray vs. Gas Permeability Test
The gas permeability test is much more sensitive than a salt spray corrosion test. If one will evaluate a chrome coating by this test, the gas flow will be as high as a flow without the chrome layer.
Most of our coatings are gas-tight, i.e. impermeable to gas and water.
A Few Comparisons of Corrosion and Erosion Protection Properties of Good HVOF Coatings and Kermetico HVAF Coatings
There have been many scientific and applied research projects conducted in past years showing the superiority of HVAF coatings. Let’s review some of them.
, 2015")
An Erosion Rate vs. Attack Angle: Q. Wang, Mat. Engineering and Performance, 24(4), 2015
You may also be interested in a comparison of Kermetico HVAF WCCoCr coatings with one of the most advanced HVOF systems on the market.
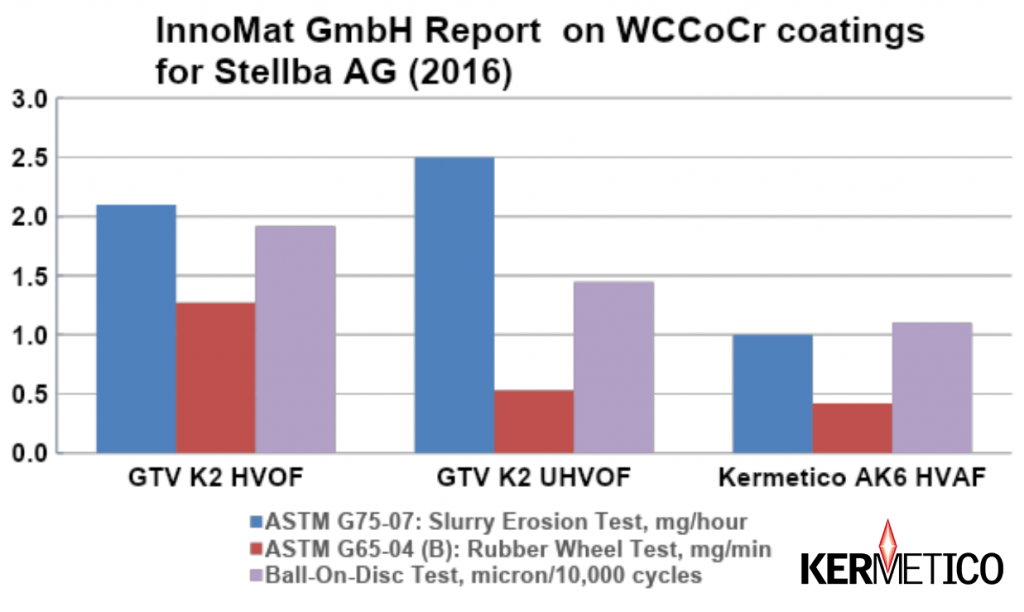
A Comparison of HVAF WCCoCr Coatings with HVOF and Ultra-HVOF Specimens
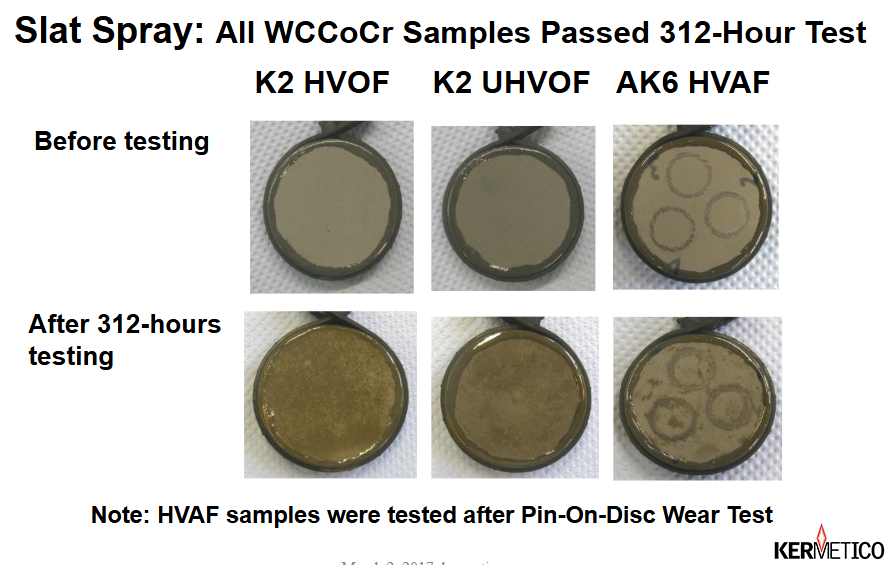
HVAF vs HVOF Salt Spray Test
A Scientific Research of HVOF and Our HVAF Coatings
As Prof. Wang has shown in his article “Wear and corrosion performance of WC-10Co-4Cr coatings deposited by different HVOF and HVAF spraying processes”:
“Three WC-10Co-4Cr coatings were deposited by HVOF and HVAF processes, and their microstructure and properties were investigated in this study. The following conclusions were drawn as a result.
(1) The WC-10Co-4Cr coating deposited by the HVAF spraying process exhibited nearly the same phase composition as its initial feedstock powder, which included mainly the WC and some Co3W3C and crystal Co phases with nearly no decarburization. The JK coating sprayed with Jet Kote III-HVOF equipment exhibited the most severe decarburization with high-intensity W2C and even metallic W phase. The phase composition of the JP coating deposited by the JP8000-HVOF system was composed of primary WC and minor W2C peaks and exhibited a light degree of decarburization.
(2) The wear resistance and mechanism of the HVOF/HVAF-sprayed coatings were influenced not only by their hardness but also by their fracture toughness. The high hardness of carbide coating could effectively hinder the cuts caused by the abrasives, and their high toughness could make the binder absorb some of the energy caused by abrasive attacks with some degree of plastic deformation.
(3) The WC-10Co-4Cr coatings, which had different degrees of decarburization, exhibited different dominant wear mechanisms.
(4) The electrochemical corrosion resistances and mechanisms of HVAF- and HVOF-sprayed WC-10Co-4Cr coatings were influenced by their phase compositions and microstructures.”
Hard metal HVAF Coatings for Wear and Corrosion Protection
Kermetico HVAF equipment is the perfect instrument to apply WCCoCr coatings, but there are other wear-resistant materials which display better qualities after being deposited with our HVAF systems.
HVAF Metallic Alloy Coatings for Corrosion Protection
| ## | Common name | Nominal Composition, wt.% | Hardness HV300 | Bond strength, PSI | Temperature Limit, °C(°F) |
| C276 | Hastelloy* C276 | Cr-15.5, Mo-16, W-4, Fe-5, Ni-balance | 290 | 12,000 | 600 (1,100) |
| 625 | Inconel** 625 | Cr-21.5, Mo-9, Nb-3.5 Fe-2.3, Ni-balance | 280 | 10,000 | 700 (1,300) |
| 622 | Inconel 622 | Cr-20.5, Mo-14, W-3.2, Fe-2.3, Ni-balance | 290 | 10,000 | 650 (1,200) |
| 718 | Inconel 718 | Cr-18, Fe-18.5, Nb-5, Mo-3, Ni-balance | 400 | 12,000 | 870 (1,600) |
| 45CT | Nickel-chrome 50/50 | Cr-45-46, Ti-0.5, Si-0.6 Ni-balance | 180 | 12,000 | 850 (1,560) |
| 343 | NiCrAlY | Cr-22, Al-10, Y-1, Ni-balance | 470 | 12,000 | 1,050 (1,920) |
| 997 | NiCoCrAlY | Cr-20, Al-8.5, Co-23, Ta-4, Y-0.6, Ni-balance | 380 | 12,000 | 1,100 (2,010) |
| 195 | G-195 | Cr-21, Ni-32, Al-8, Y-0.5 Co-balance | 320 | 12,000 | 1,100 (2,010) |
| SS-350 | Super Stainless | Ni-15, Cr-29, Mo-4, C-1.8, Fe-balance | 550-600 | 12,000 | 600 (1,100) |
| 70 | Iron-Chrome | Cr-68, C-0.08, Fe-balance | 350-400 | 6,000 | 540 (1,000) |
| 36 | Iron-Chrome | Cr-36, Si-3, C-0.02 Fe-balance | 300-350 | 10,000 | 540 (1,000) |
| TI | Titanium | Ti-99.5 | 9,000 | 150 (300) | |
| M-400 | Monel** 400 | Cu-32,Fe-1, Mn-1 Ni-balance | 140 | 9,000 |
(*) – “Hastelloy” is a trademark of Haynes International
(**) – “Inconel” and “Monel” are trademarks of Special Metals Corporation
Kermetico HVAF Thermal Spray Coating Equipment
Kermetico designs and manufactures three families of HVAF thermal spray equipment.
- Convertible HVOF and HVAF equipment:
- C7 – an HVAF/HVOF gun for large parts
- C6 – a general purpose HVAF-HVOF gun
- CID – an HVAF&HVOF gun to spray internal diameters 80 mm (3.15″) and larger
Multi-purpose HVAF AK systems, with a variety of spray guns:
- AK7 – a high-power gun for the thermal spray of large parts
- AK6 – a gun to spray tungsten and chromium carbide onto a balanced mix of parts
- AK5 – a compact gun to spray smaller parts, thin walls and complex surfaces
- AK-ID – an 88 mm (3.45”) and larger internal diameter spray gun
- AK-IDR – a rotating ID gun to spray 4” (100 mm) and larger bores
- AK-HH – a handheld gun for on-site coating
Specialized equipment:
- SL – a specialized gun for spraying low melting point metals
- SP – a dedicated gun for the most efficient precious metals’ deposition
- STi – a specialized gun for the deposition of titanium and Ti-alloy coatings
Additional equipment:
- A Grit Feeder for the grit blast preparation of parts to reduce coating cost
- A Gas Permeability Tester for an instant check of a coating’s through porosity
Kermetico, Inc. – Material Science Excellence, HVAF and HVOF Equipment Manufacturing and Thermal Spray Coating Services Since 2006
We create equipment that helps material scientists, engineers and business managers achieve their goals.
We have installed more than 60 Kermetico HVAF and HVOF systems in the USA, Europe, Japan and China.
Some of the systems are at work in Universities and National Labs, but most of them are used in production thermal spray shops.
We proudly design and produce our HVAF and HVOF thermal spray equipment in California and install it all over the world.
You can visit our R&D center in Benicia to meet our designers and see our HVAF and HVOF equipment in action.
We also deposit HVAF and HVOF thermal spray coatings for customers in North America – ourselves and through our network of partners

















