
Thermal spray coating provides an effective way to protect large parts from abrasion, erosion or corrosion. Some parts were too big to justify coating with conventional technologies. The appearance of Kermetico HVAF equipment and technology changed the situation.
Our systems deposit metal and carbide coatings of higher quality, up to five times faster and twice less expensive than conventional HVOF equipment.
Ultra-quality ductile 1,450 – 1,600+ HV300 Kermetico HVAF WC-10Co-4Cr coatings provide a new level of wear protection resulting in consistent coating quality and longer overall equipment life.
The mobility of Kermetico HVAF equipment offers even more benefits for on-site spraying.
A Comparison of HVAF and HVOF Coatings for Large Surfaces
Contrary to HVOF, the spray rate of Kermetico AK equipment is not restricted by the system limitations. We spray as fast as we can move the gun along a surface.
HVOF equipment producers indicate spray rate of 5-8 kg/hour for tungsten carbide (while even the sales representatives of the biggest HVOF manufacturers smile mentioning 8 kg/hour, – probably, at some conditions for some specific powders).
We spray 33 kg of WC-based coatings per hour (73 lbs./hr.) onto large surfaces, we could spray faster, but we are limited by the achievable traverse speed of robots and other gun manipulators.
Propane and propylene HVOF Spray rates for metals are limited to 4 kg/hour. Use higher spray rates, and the DE goes down dramatically, herewith the quality. Maybe, with Hydrogen one may get 5 kg/hour for metals.
Note, that spraying metals with HVOF is quite difficult because of nozzle clogging. The “busy cycle” is awful – imagine frequent nozzle change in the water-cooled gun….
There is no such a problem as nozzle clogging in Kermetico HVAF equipment, and we spray 22 kg (50 lbs.) of Fe-based materials per hour.
Higher deposition efficiency, herewith 5-fold faster than HVOF spray rates, increase process efficiency, offer a substantial cost advantage for a spay shop using Kermetico equipment.
HVAF Coating Features
Kermetico High Velocity Air Fuel (HVAF) equipment deposits coatings of exceptional quality.
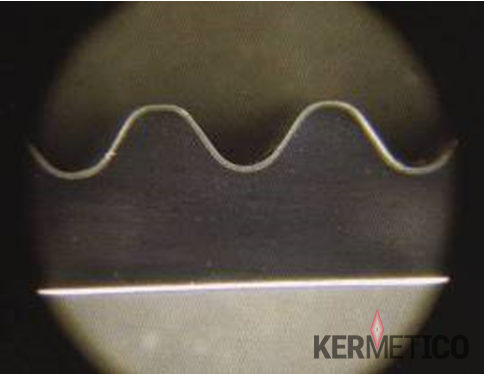
A 60μm (0.002”) Thick Kermetico HVAF Coating of a Corrugating Roll with a Thickness Deviation of <10%
Kermetico HVAF tungsten carbide coatings are superior to HVOF WCCoCr rivals regarding both wear protection and production cost.
The high velocity of the in-flight particles (greater than 1,000 m/s | 3,300 ft./sec.) in the Kermetico HVAF process enables the production of very dense coatings with high bond strength.
Moreover, the low combustion spraying temperature (1,960-2,010°C | 3560-3650°F depending on fuel gas) and gentle particle heating result in minimal feedstock phase transformation and almost nonexistent elemental depletion or decomposition of the in-flight particles.
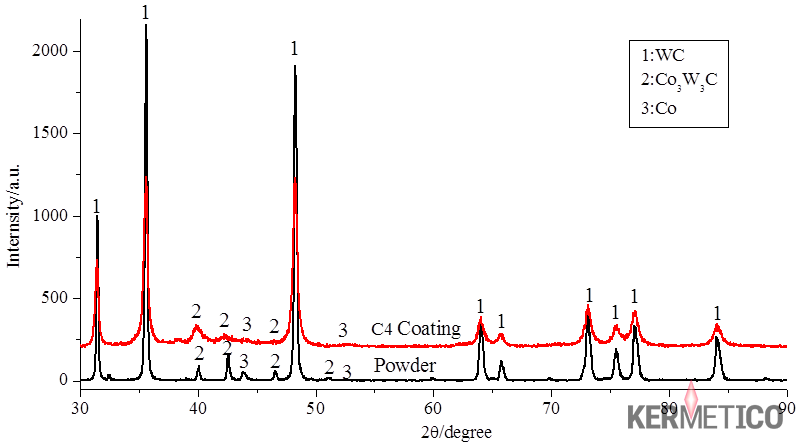
An X-Ray Phase Analysis of a WCCoCr Coating (Red) and the Feedstock (Black)
Furthermore, the replacement of HVOF-specific pure oxygen with air in the Kermetico HVAF process significantly reduces the oxide content in the deposited material, which is desirable for high-performance coatings.
Main features of HVAF and HVOF WCCoCr Coatings
| WC-10Co-4Cr Coating Feature | Typical HVOF | Kermetico HVAF Modes | ||
| Economy | Balanced | Ultra | ||
| Deposition efficiency, % | 40-55 | 60-70 | 48-58 | 36-42 |
| Hardness, HV300 | 1,050-1,250 | 1,050-1,250 | 1,250-1,350 | 1,450-1,600+ |
| Young’s Modulus E, GPa | 300 | 400 | 450 | 450 |
| Apparent metallographic porosity | <0.8 | <0.8 | <0.5 | <0.3 |
| Bond Strength, MPa (PSI) | 80+ (12,000+) | |||
| Range of as-sprayed roughness, µm (µ in.) | 3.5-4.5 (150-180) | 1-3.2 (40-130) | ||
Notes on Kermetico HVAF Equipment
The traditional thermal spray approach is to melt and atomize the feedstock, propel it to the surface of the target part after that contact ‘splat cooling’ builds up a coating.
The Kermetico HVAF process operates differently.
We heat the feedstock material to near its liquid phase temperature without exceeding it.
Then we accelerate the particles to an optimized high velocity, and when the particles impact the substrate, there is a rapid conversion of kinetic to thermal energy that allows for the plastic deformation of the particle and a bond which we cannot accurately measure.
In the ASTM 633C bond test, the only result we get is broken glue at 12 KSI, even with 0.040“ (1 mm) of WCCo 88/12.
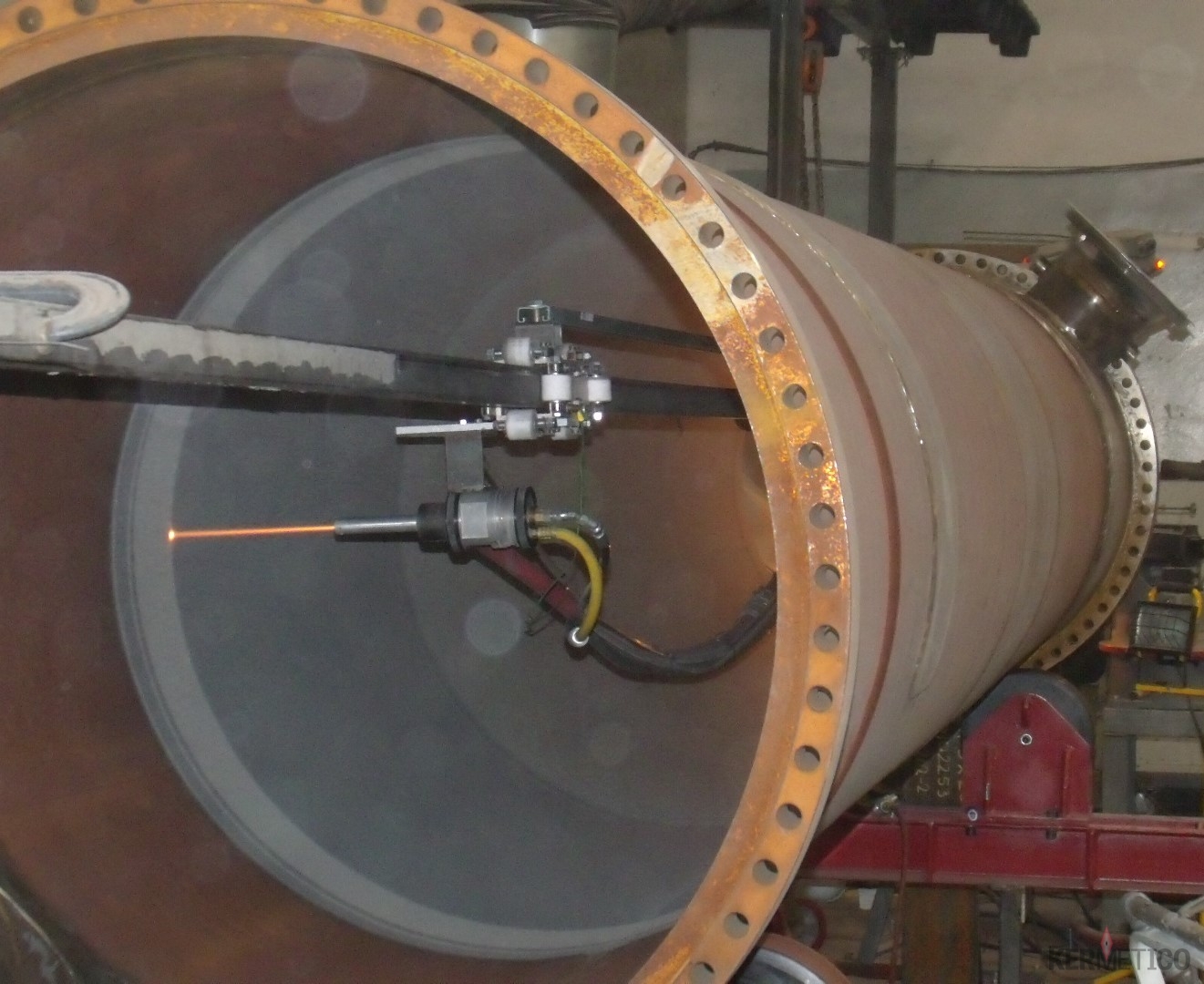
Kermetico Thermal Spray System Spraying Hastelloy Coating onto a Large Part
What if you have to use HVOF for some jobs because of old-fashioned specifications? You can use our Convertible system spraying HVAF or HVOF mode with the same gun after a simple and quick hardware change.
On-site Thermal Spray Coating
Kermetico HVAF equipment is ideal for on-site coating application.
- It sprays fast:
- Our HVAF AK7 and HVAF/HVOF C7 spray 550 gram of tungsten carbide per minute (73 lbs./hr.), allowing a five-fold reduction of spraying time
- It is mobile-friendly:
- No water chiller – we cool guns with the same air we use for combustion
- No oxygen – we spray with air and gaseous hydrocarbons
- Reliable and robust equipment designed for on-site jobs
- It is safe and easy
- Technologically efficient system accepts various fuels and forgives operators’ mistakes
- The absence of fumes of sprayed powders makes the coating process less hazardous
- We developed some valuable options for on-site jobs:
- Blast-and-spray grit feeders
- Manual Kermetico AK-HH gun for hand-held coating
- Instant gas permeability tester to check coating through porosity on-site
Safety of On-site Coating
Safety of on-site tungsten carbide coating deposition depends on the equipment.
The HVOF combustion temperature is usually higher than the boiling point of a carbide cementing material, which can result in possible hazardous metal evaporation. It is especially dangerous during an on-site operation where ventilation systems could be insufficient.
The Kermetico HVAF combustion temperature is near most materials melting point, which preheats metals and carbides but does not evaporate them. It prevents oxidation and decomposition of the feedstock material and also keeps the air clean.
But this is not the end of a story. Consider the blasting process.
HVAF Grit Blasting Large Parts with Kermetico High Velocity Equipment
With regular blasting, one needs 50 kg of grit per 1 m2 (if grit is not recycled), or 25 kg per m2 with recycling (collecting and using several times). In the latter case, the most favorable one, for a project of 2,000 m2 one would need 25 kg/m2 x 2,000 = 50,000 kg of grit.
It is 50 metric tons which have to be delivered to the job site, collected and recycled as an industrial waste. Again, the most favorable case – more likely, the whole 100 tons would be needed. With HVAF blasting 0.88 kg/m2 of grit is needed. It is a 1,760 kg per 2,000 m2 project.
Typically, we apply coatings using robotic blast and spray operations.
We blast a surface with a Kermetico HVAF gun (it is extremely fast and uniform) and spray with the same gun after switching the powder feed hose and perhaps changing the nozzle.
It is much faster, more accurate and needs much less grit than manual blasting.
HVAF grit blasting also produces even surface preparation and induces less stress into the base metal.
Kermetico HVAF Thermal Spray Coating Equipment
Kermetico designs and manufactures three families of HVAF thermal spray equipment.
Convertible HVOF and HVAF equipment:
- C7 – an HVAF/HVOF gun for large parts
- C6 – a general purpose HVAF-HVOF gun
- CID – an HVAF&HVOF gun to spray internal diameters 80 mm (3.15″) and larger
Multi-purpose HVAF AK systems, with a variety of spray guns:
- AK7 – a high-power gun for the thermal spray of large parts
- AK6 – a gun to spray tungsten and chromium carbide onto a balanced mix of parts
- AK5 – a compact gun to spray smaller parts, thin walls and complex surfaces
- AK-ID – an 80 mm (3.15”) and larger internal diameter spray gun
- AK-IDR – a rotating ID gun to spray 4” (100 mm) and larger bores
- AK-HH – a handheld gun for on-site coating
Specialized equipment:
- SL – a specialized gun for spraying low melting point metals
- SP – a dedicated gun for the most efficient precious metals’ deposition
- STi – a specialized gun for the deposition of titanium and Ti-alloy coatings
Additional equipment:
- A Grit Feeder for the grit blast preparation of parts to reduce coating cost
- A Gas Permeability Tester for an instant check of a coating’s through porosity
- A Powder De-Duster to remove fine particles from a metallic powder
Kermetico, Inc. – Material Science Excellence, HVAF & HVOF Equipment Manufacturing and Thermal Spray Coating Since 2006
We create equipment that helps material scientists, engineers and business managers achieve their goals.
We have installed more than 60 Kermetico HVAF systems in the USA, Europe, Japan and China.
Some of these systems are at work in Universities and National Labs, but most of them are used in production thermal spray shops.
We proudly design and produce our thermal spray equipment in California and install it all over the world.
You can visit our R&D center in Benicia, CA to meet our designers and to see our equipment in action.
We also deposit HVAF and HVOF thermal spray coatings for customers in North America – ourselves and through our network of partners.

















