
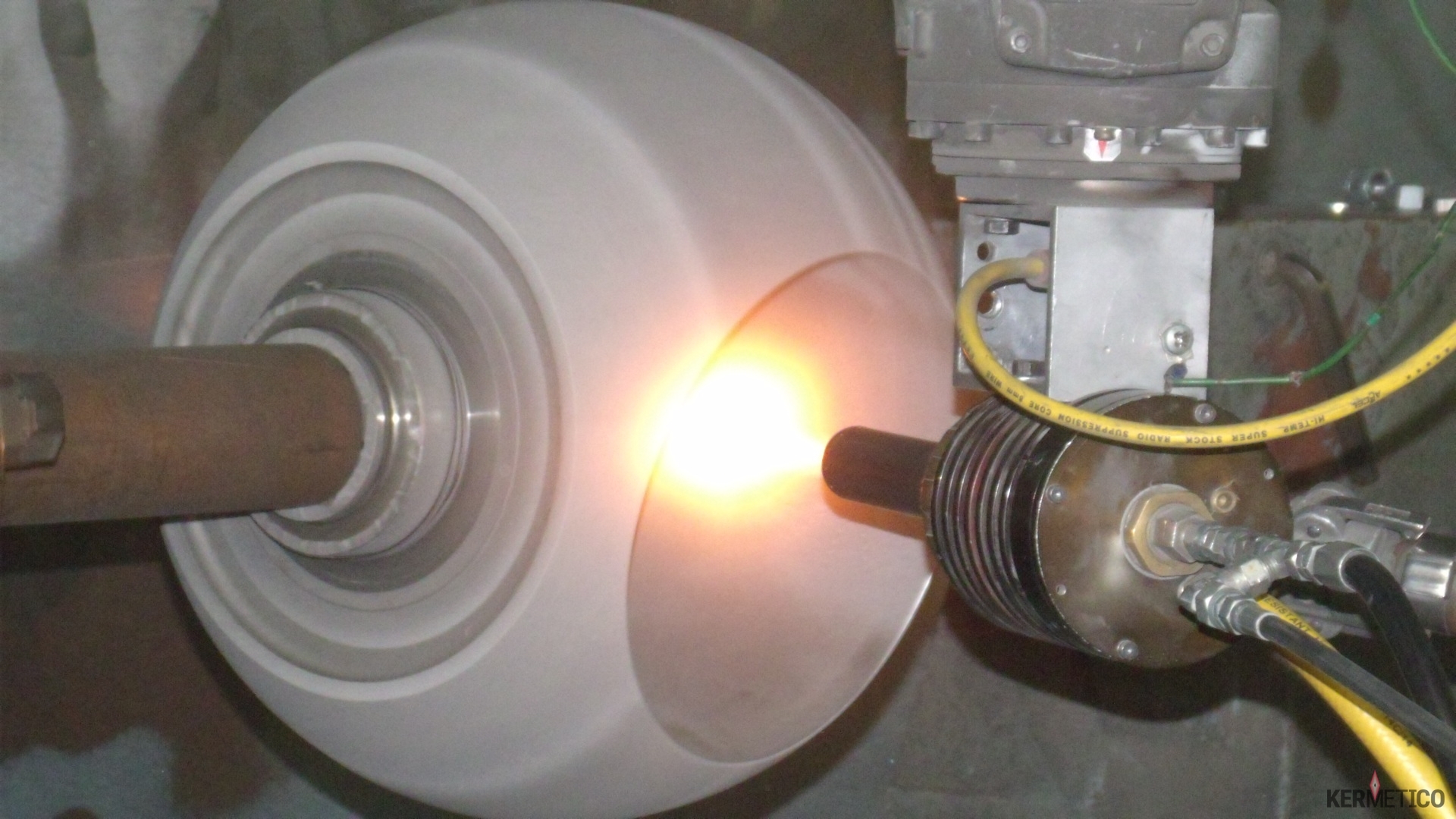
Kermetico HVAF equipment is very efficient in depositing WCCoCr, CrC, Co-based coatings onto ball and gate valve‘s surfaces.
Kermetico HVAF thermal spray systems deposit ductile, high-bond, corrosion-resistant valve coating harder than 1,600 HV300.
We make gas-tight tungsten carbide coatings, impermeable to gas and liquid for pressure ratings of 10,000 psi (690 bar); 15,000 psi (1035 bar); 20,000 psi (1,380 bar) and 30,000 psi (2,070 bar) without a sealing.
This page shares our experience in wear and corrosion protection of metal-to-metal-seated ball and gate valves.
Wear and Corrosion Factors of Valves and Seats
Ball and gate valves with metal seats provide sealing by metal to metal contact between the gate (ball) and seats.
Sliding of unprotected metals of similar hardness against each other leads to galling. Microscopic bulges on the valve surfaces catch on each other, resulting in high surface friction, heat buildup and plastic deformation. Typically the damage gets worse as the valve cycles until it becomes inoperable.
If no coatings are applied to the trim, galling will be visible almost immediately as the valve is cycled on the test bench. The real service media would increase the wear rate exponentially.
Appropriately selected coatings reduce the friction between the ball (gate) and seats allowing for smooth sliding operation over many cycles, minimizing wear due to galling, abrasion, erosion, particle impact and thermal shocks.
Reduced trim friction lowers the valve’s operating torque. Lower valve torque allows using a smaller, more economical actuator which results in smaller envelope dimensions of the assembly, improves signal response in control service and simplifies selection of accessories to meet cycle speed targets.
Surface Coatings Protecting Ball and Gate Valves against Wear
Material Selection for Valve Coatings
Tungsten Carbide is resistant to wear from high cycle operations and erosion from abrasive catalysts, muds, slurries and powders. It is ideal for valves in cryogenic applications, oxygen service and non-lubricative dry gas services. WC-CoCr performs well in hydrocarbon gases and liquids. Carbide coatings offer a low coefficient of friction for ease of valve operation.
Chromium Carbide (CrC) coatings are well suited to very high temperature gas or liquid applications and have excellent resistance to wear, erosion and corrosive media. It performs well in sour (H2S) hydrocarbon gas, high chloride waters, coal liquefaction, catalyst handling and geothermal brine.
Cobalt-Based alloys often referred as Stellites® (Kennametal Stellite). Particular materials of the class are applied based on their individual properties and suitability for use on different types of parts such as seats, plugs, shafts and bearings.
Valve Coating Technology Selection
We use our Kermetico HVAF equipment and technology to deposit WC-CoCr, Cr3C2 and Stellite-type coatings. Even 100 microns (0.004”) of our coating is gas-tight, protecting a valve or seat base metal from corrosive agents as a barrier coating.
Since 2006 we have sprayed numerous different ball and gate valves, seats and shafts for both new and repair work in our job shop and none of them have ever been returned to us. They are still in service.
A Comparison of Abrasive Wear and Erosion Protection Properties of HVOF and Kermetico HVAF Valve Coatings
Slurry erosion test, courtesy of Schlumberger.
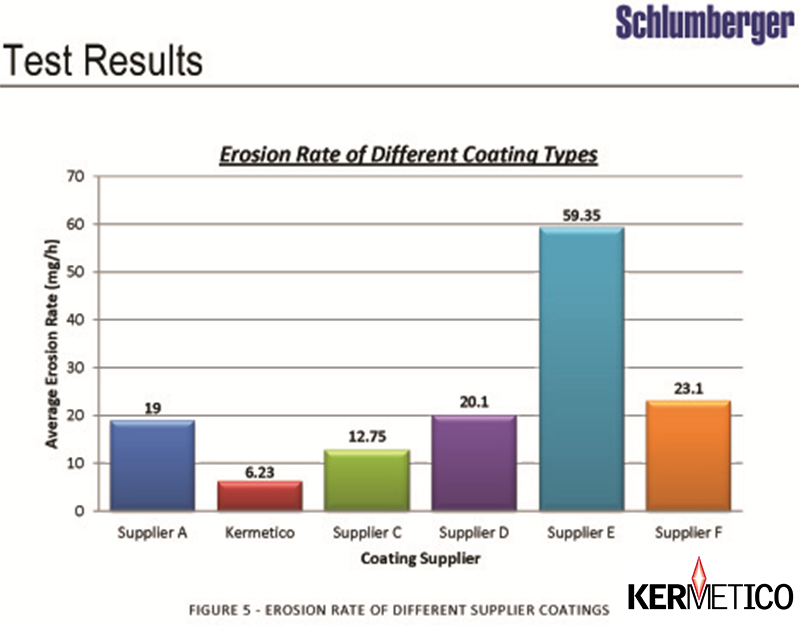
In this test an Economy mode, Kermetico HVAF WCCoCr coating was compared to a coating of the same material deposited by industry-leading HVOF and detonation systems.
The two following charts are courtesy of the Central Power Research Institute of India.

Hardness HVOF vs HVAF Tungsten Carbide WCCoCr Coatings

A Comparison of Young’s Modulus of HVOF and Kermetico HVAF Coatings
In these two charts, 5O means the Kermetico AK6 system in HVAF Ultra mode, 5E – AK6 in Balanced mode and 5L – AK6 in Economy mode.
Could the reason for this result be that we are comparing ourselves to less than the best available coating equipment?
You may also be interested in a comparison of a Kermetico HVAF tungsten carbide coating with one of the most advanced HVOF systems on the market.
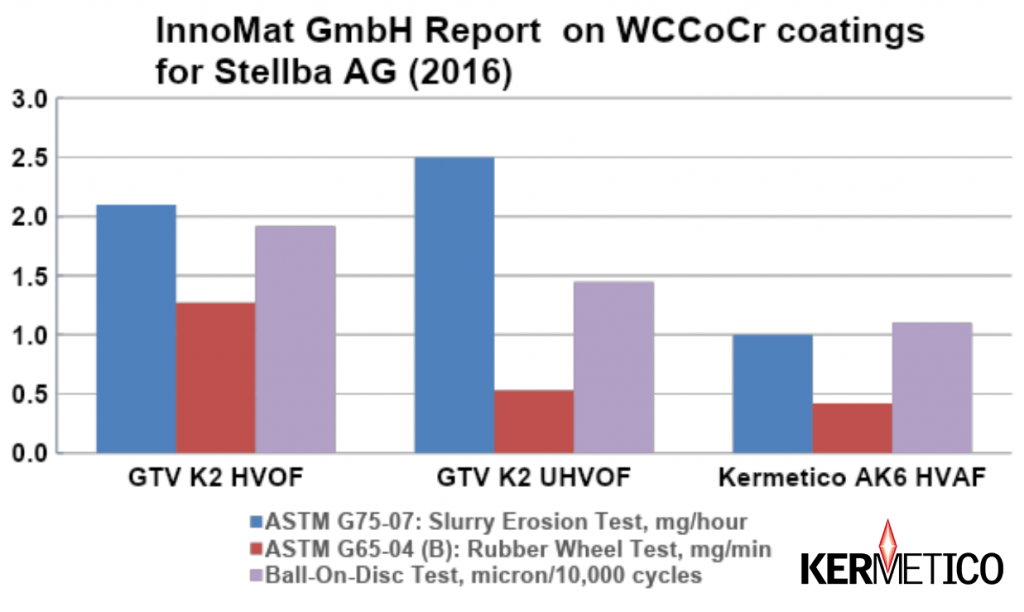
A Comparison of HVAF WCCoCr Coatings with HVOF and Ultra-HVOF Specimens
Are you interested in how our HVAF Balanced and Ultra modes provide such superior results?
A Scientific Research
As Prof. Wang has shown in his article “Wear and corrosion performance of WC-10Co-4Cr coatings deposited by different HVOF and HVAF spraying processes”:
“Three WC-10Co4Cr coatings were deposited by HVOF and HVAF processes, and their microstructure and properties were investigated in this study. The following conclusions were drawn as a result.
(1) The WC-10Co4Cr coating deposited by the HVAF spraying process exhibited nearly the same phase composition as its initial feedstock powder, which included mainly the WC and some Co3W3C and crystal Co phases with nearly no decarburisation. The JK coating sprayed with Jet Kote III-HVOF equipment exhibited the most severe decarburisation with high-intensity W2C and even metallic W phase. The phase composition of the JP coating deposited by the JP8000-HVOF system was composed of main WC and minor W2C peaks and exhibited a light degree of decarburisation.
(2) The wear resistance and mechanism of the HVOF/HVAF-sprayed coatings were influenced not only by their hardness but also by their fracture toughness. The high hardness of carbide coating could effectively hinder the cuts caused by the abrasives, and their high toughness could make the binder absorb some of the energy caused by abrasive attacks with some degree of plastic deformation.
(3) The WC-10Co4Cr coatings, which had different degrees of decarburisation, exhibited different dominant wear mechanisms.
(4) The electrochemical corrosion resistances and mechanisms of HVAF- and HVOF-sprayed WC-10Co4Cr coatings were influenced by their phase compositions and microstructures.”
Economic aspects of Kermetico HVAF coatings
The list price of Kermetico HVAF equipment is lower than the price of a good HVOF system.
.")
HVOF vs HVAF Tungsten Carbide Coating Quality-Cost Analysis
With Kermetico HVAF thermal spray systems we are not limited to the “best coating possible.”
We can choose how to spray a tungsten carbide coating:
- save money spraying in HVAF economy mode, getting HVOF quality with lower costs
- deposit the highest coating quality in HVAF U-mode to achieve high hardness, ductile, non-porous, abrasion and cavitation resistant coatings
- or choose HVAF Balanced mode to gain a competitive edge in both cost and quality
The Repair of Ball Valve Coatings
In addition to coating newly manufactured valve gates and balls to increase their wear and corrosion resistance, Kermetico HVAF coatings on the surfaces of damaged ball or gate valves and seats can be used to return them to their original condition eliminating the need to purchase new parts.
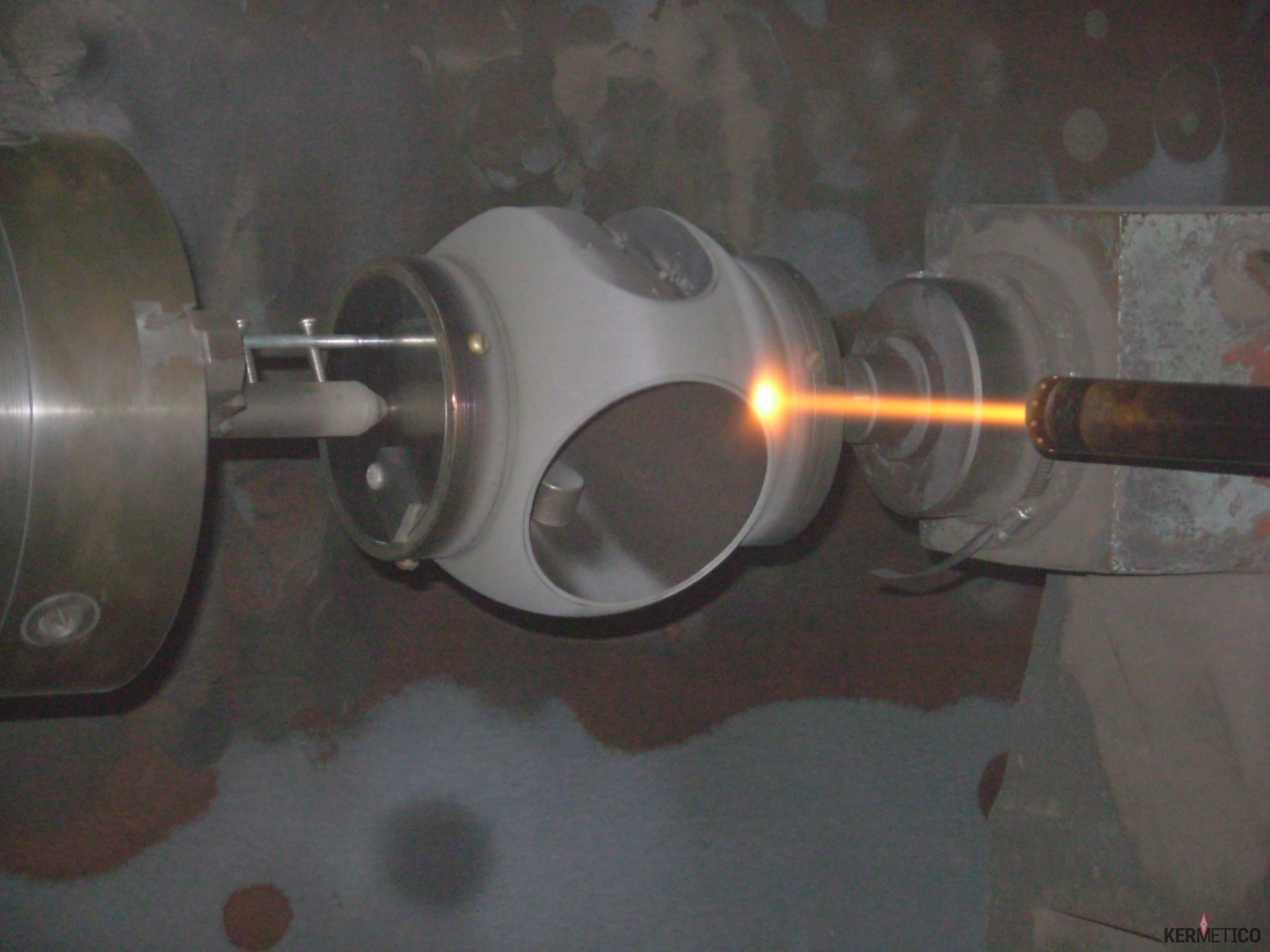
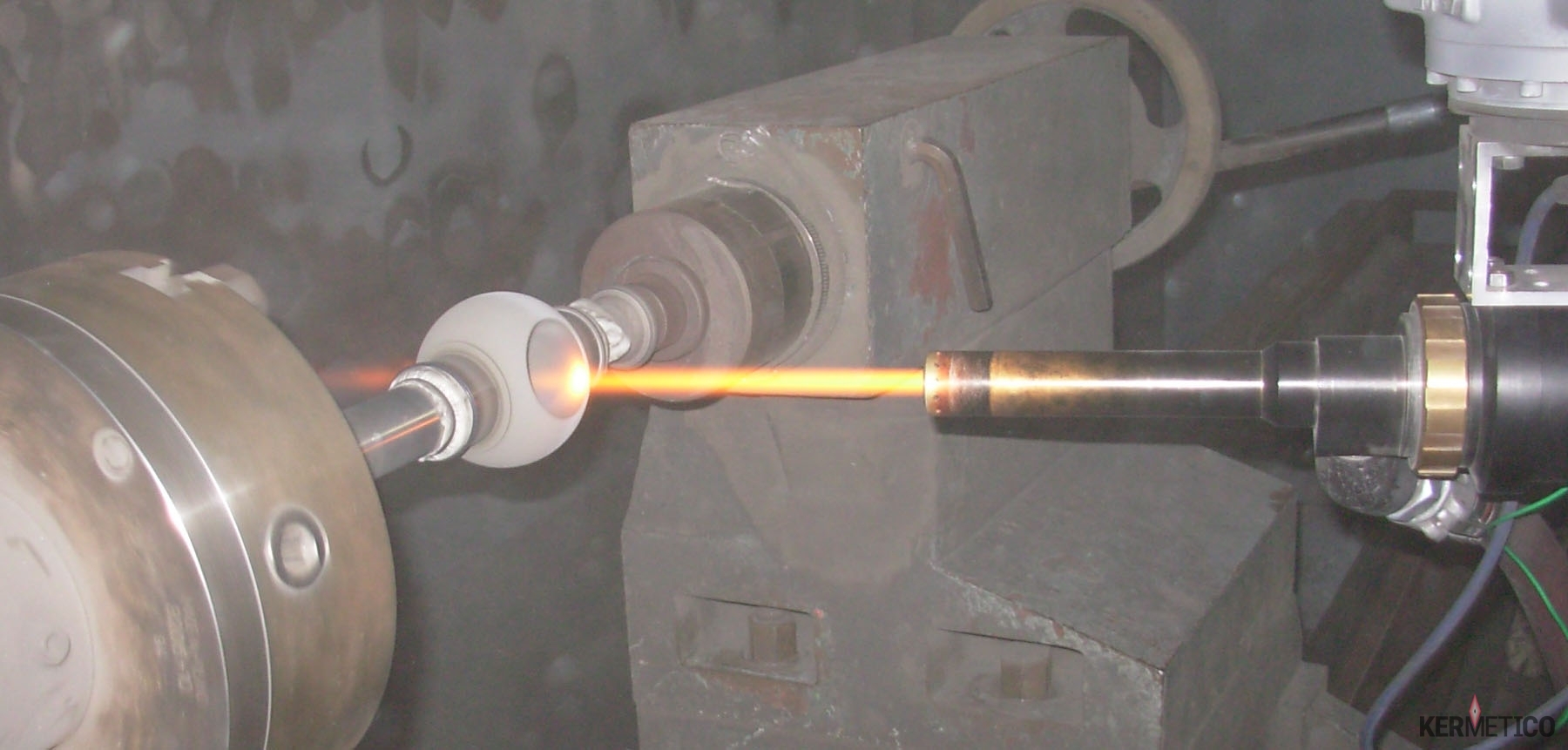
Kermetico HVAF CrC Coating Deposition onto a Ball Valve
But that’s not the end of the story.
Blast and Spray Valves with Kermetico HVAF Equipment
Usually, we deposit coatings using robotic blast and spray operations.
We blast a surface with a Kermetico HVAF gun (it is extremely fast and uniform) and spray with the same gun after switching the powder feed hose and perhaps changing the nozzle
It is much faster, more accurate and consumes much less grit than manual blasting.
It also provides very even surface preparation and induces less stress into the base metal.
Kermetico HVAF Thermal Spray Coating Equipment
Kermetico designs and manufactures three families of HVAF thermal spray equipment.
- Convertible HVOF and HVAF equipment:
- Multi-purpose HVAF AK systems, with a variety of spray guns:
- AK7 – a high-power gun for the thermal spray of large parts – recommended for massive ball valve coatings
- AK6 – a carbide gun to spray a balanced mix of parts – recommended for gate valve coatings
- AK5 – a compact gun to spray smaller parts and complex surfaces – recommended for valve stem coatings
- AK-ID – an 88 mm (3.47”) and larger internal diameter spray gun
- AK-IDR – a rotating ID gun to spray 4” (100 mm) and larger bores
- AK-HH – a handheld gun for on-site coating
- Additional equipment:
- An HVAF grit feeder for the grit blast preparation of parts to reduce coating costs
- A Gas Permeability Tester for an instant check of a coating’s through porosity
Kermetico, Inc. – HVAF and HVOF Material Science Excellence, Equipment Manufacturing and Thermal Spray Coating Since 2006
We create equipment that helps material scientists, engineers and business managers achieve their goals.
We have installed more than 60 Kermetico HVAF systems in the USA, Europe, Japan and China.
Some of the systems are at work in Universities and National Labs, but most of them are used in production thermal spray shops.
We proudly design and produce our HVAF thermal spray equipment in California and install it all over the world.
You can visit our R&D center in Benicia to meet our designers and see our HVAF and HVOF equipment in action.
We also deposit HVAF and HVOF thermal spray coatings onto ball valves for customers in California, USA.
HVAF coating of a small ball valve

















