
Kermetico HVAF technology and equipment allow the deposition of impermeable, hard and ductile coatings to protect steam turbine blades from water droplet erosion.
The high hardness and high ductility of our bulk-like coatings reduce the erosion rate substantially and provide loading stress resistance, while the gas-tight structure provides corrosion resistance.
Kermetico air-cooled equipment is easy to transport and use on-site both in robotic and handheld operation.
Our coatings provide a better quality/price ratio for steam turbine blades protection than most other coatings, heat treatment or implantation methods.
The Erosion of Turbine and Compressor Blades
Water Droplet Erosion of Steam Turbine Blades
Water droplet erosion of steam turbines happens due to the impingement of water droplets of several hundred microns to a few millimeters size at velocities of hundreds of meters per second on the edges and surfaces of low-pressure steam turbine blades.
The Liquid Impingement Erosion of Compressor Blades
In the power generation industry, inlet fog cooling is used frequently to cool down the turbine intake air. Gas turbine inlet air fog cooling is the most direct, cost-effective, and energy-efficient solution for increasing the power output of gas turbines. It is performed by spraying water into the gas turbine inlet.
This approach results in liquid impingement erosion of the rotating blades in the compressor, performance degradation and service life reduction of gas turbines. Liquid impingement erosion is defined as the continuous material loss from a solid surface due to the repeated impacts of liquid drops or jets.
The solution to these problems is in high demand especially due to the high replacement cost of the blades of gas turbines’ compressors and those operating at the low-pressure (LP) end of steam turbines.
Surface engineering substantially improves erosion resistance of turbine and compressor blades. There are a variety of protection methods, including heat treatment, hard-facing, laser cladding and thermal spraying. HVOF tungsten carbide, chromium carbide and Stellite-type coatings have been chosen among the best thermal spray candidates, while laser cladding of a Stellite-type coating has been a winning metallurgical approach.
The Advantages and Disadvantages of Different Surface Engineering Methods for Mitigating Water Droplet Erosion
| Method | Water droplet resistance | Technological risk | Necessity of post-treatment | Cost |
| Heat treatment | Lowest | Part geometry distortion | No | Lowest |
| Laser Clad Stellite | Moderate | Part geometry distortion | Yes | Highest |
| HVOF Stellite | Moderate | No | No | High |
| HVOF cemented carbides | High | Cracking | No | High |
| HVAF tungsten carbide | Highest | No | No | Moderate |
Recent developments in HVAF technology have made Ultra-quality Kermetico HVAF WCCoCr coatings the best choice to resist water droplet erosion.
The Properties of Kermetico HVAF Tungsten Carbide Coatings
| Coating Features | HVAF WC-10Co-4Cr | HVOF WC-10Co-4Cr | Laser Clad Stellite |
| Hardness, HV300 | 1,450-1,600+ | 1,100-1,250 | 900 |
| Young modulus | 450 | 300 | 450 |
| Apparent metallographic porosity | <0.1 | <0.5 | <0.1 |
| Bond strength, MPa (PSI) | 80+ (12,000+) | 80+ (12,000+) | Metallurgic bond |
| Range of as-sprayed roughness, µm (µ in.) | 1-3.2 (40-130) | 3.5-4.5 (150-180) | n/a |
| Permeability to gas or liquid | Impermeable | Permeable | Impermeable |
Kermetico HVAF U-mode forms bulk-like tungsten carbide coating with high ductility and high bond strength.
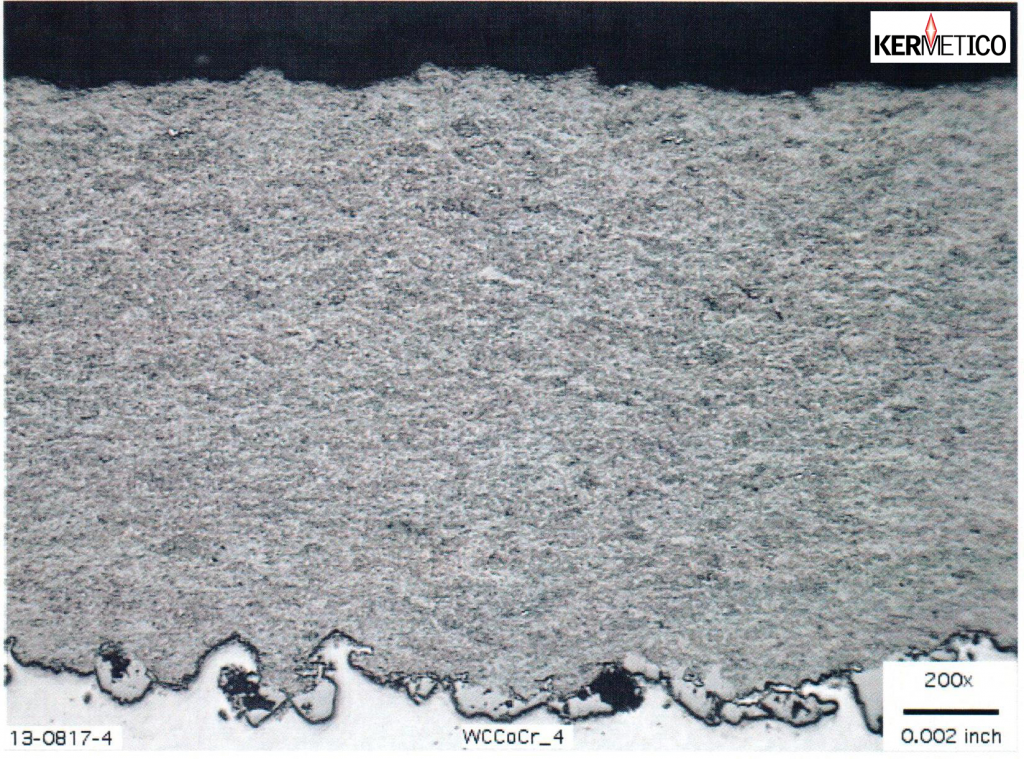
A Micrograph of the HVAF C6 system U-mode Using Propylene Gas to Spray a Tungsten Carbide Coating: no Gas Permeability at 300 PSI, Hardness 1,650 HV300
The Features of Our HVAF Coating Technology
Kermetico High Velocity Air Fuel (HVAF) technology has been shown to be very competitive in the protection of turbine parts from corrosion, wear and erosion.
The high velocity of Kermetico HVAF in-flight particles (over 1,000 m/s) enables the production of very dense coatings with high adhesion.
In addition, the low combustion spraying temperature (1,960-2,010°C / 3560-3650 °F) and gentle particle heating lead to minimal feedstock phase transformation and almost nonexistent elemental depletion/decomposition of the in-flight particles.
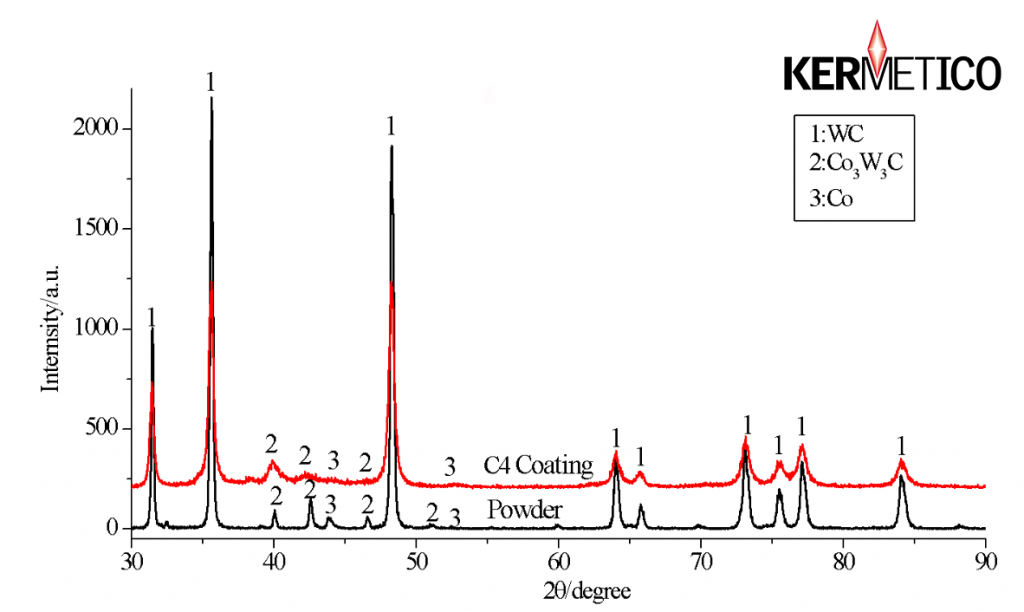
An X-Ray Phase Analysis of a WCCoCr Powder(Black) and an HVAF-Sprayed Coating (Red)
Furthermore, the replacement of pure oxygen necessary for HVOF with air in our HVAF process significantly reduces the oxide content of the coatings, which is desirable for high-performance coatings.
The Kermetico HVAF Coating Method
The traditional thermal spray approach is to melt and atomize the feedstock, propel it to the surface of the target part whereupon contact ‘splat cooling’ builds up a coating.
The Kermetico HVAF process operates on the principle “heat slowly, spray faster.“
We heat the feedstock material to near its liquid phase temperature without exceeding it.
Then we accelerate the particles to an optimized high velocity, and when the particles impact the substrate, there is a rapid conversion of kinetic to thermal energy that allows for plastic deformation of the particle and a bond that we cannot accurately measure.
In the ASTM 633C bond test, the only result we get is broken glue, even with 0.040“ (1 mm) of WCCo 88/12.
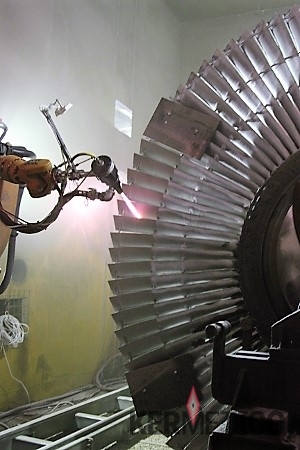
The Kermetico HVAF AK7 System Depositing a Coating onto Steam Turbine Blades
The Mobility of the Kermetico’s HVAF Systems
Each Kermetico system is mobile-friendly:
- Our air cooled equipment does not need a water chiller
- Combustion of gas and air eliminates the necessity for hydrogen or oxygen
- Our systems are durable and easy to use
- We provide robot-mount and handheld guns for our equipment
- We use the same system for blasting and spraying
Blasting and Spraying with Kermetico High Velocity Equipment
Usually, we deposit coatings using robotic blast and spray operations.
We blast a surface with a Kermetico HVAF gun (it is extremely fast and uniform) and spray with the same gun after switching the powder feed hose and perhaps changing the nozzle
It is much faster, more accurate and needs much less grit than manual blasting.
HVAF grit blasting also provides very even surface preparation and induces less stress into the base metal.
Kermetico HVAF Thermal Spray Coating Equipment
Kermetico designs and manufactures three families of HVAF thermal spray equipment.
- Convertible HVOF and HVAF equipment:
- Multi-purpose HVAF AK systems, with a range of spray guns:
- AK7 – a high-power gun for the thermal spray of large parts
- AK6 – a carbide gun to spray a balanced mix of parts in a job shop – recommended for steam turbine coating
- AK5 – a compact gun to spray smaller parts, thin walls and complex surfaces
- AK-ID – an 88 mm (3.45”) and larger internal diameter spray gun
- AK-IDR – a rotating ID gun to spray 4” (100 mm) and larger bores
- AK-HH – a handheld gun for on-site coating
- Specialized HVAF S equipment:
- Additional equipment:
- An HVAF grit feeder for the grit blast preparation of parts to reduce coating costs
- A Gas Permeability Tester for an instant check of coating through porosity
Kermetico, Inc. – HVAF and HVOF Material Science Excellence, Equipment Manufacturing and Thermal Spray Coating Since 2006
We create equipment that helps material scientists, engineers and business managers achieve their goals.
We have installed more than 60 Kermetico HVAF and HVOF systems in the USA, Europe, Japan and China.
Some of the systems are at work in Universities and National Labs, but most of them are used in production thermal spray shops.
We proudly design and produce our thermal spray equipment in California and install it all over the world.
You can visit our R&D center in Benicia to meet our designers and see our systems in action.
We also deposit HVAF and HVOF thermal spray coatings for customers in North America – ourselves and through our network of partners
Literature
- “Steam turbine corrosion and deposits problems and solutions”, O. Jonas, L. Machemer; Proceedings of 37th turbomachinery symposium, 2008.
- “Fatigue of steam turbine blades with damage on the leading edge”. V.N. Shlyannikov, R.R. Yarullin, A.P. Zakharov 20th European Conference on Fracture (ECF20), 2014
- “HVOF and HVAF Coatings of Nano-Agglomerated Tungsten Carbide- Cobalt Powders for Water Droplet Erosion Application” Tarasi, M.S. Mahdipoor, A. Dolatabadi, M. Medraj, C. Moreau, Concordia University, 2015

















