
Petrochemical plants operate multiple heat exchangers exposed to corrosion due to the presence of hydrogen sulfide and carbon dioxide containing fumes and moisture in varying temperature conditions. Categorized as pressure vessels, the heat exchangers are usually made of mild carbon steels with low corrosion resistance.
Kermetico HVAF thermal spray equipment and technology provide a way to mitigate H2S, CO2 and other types of corrosion of heat exchangers and piping by depositing dense metal coatings onto internal surfaces.
Thermal Spray Corrosion Resistant Coatings for Heat Exchangers
The application of a Kermetico HVAF corrosion resistant thermal sprayed coating to the interior surfaces of a heat exchanger forms a barrier between the carbon steel and the sour process fluid preventing corrosion of the heat exchanger shell.
Unlike a sacrificial thermal spray coating that is designed to corrode preferentially to protect the substrate, a barrier thermal spray coating needs to completely block the fluid’s corrosive constituents from attacking the base metal.
The porosity and the density of the applied coating are important considerations for preventing corrosion of the substrate.
Kermetico HVAF thermal spraying is an industrial coating process that uses a chemical (flame) heat source to preheat a powder coating material and spray it onto surfaces.
Depending on the corrosion activity of the environment and the planned equipment lifecycle, different HVAF coatings could be applied onto a surface, anything from stainless steel to Hastelloy-type.
A Case of a Heat Exchanger Suffering from Sour Gas Corrosion
Mild steel petrochemical equipment treating sour compounds is subject to severe H2S and SO2 corrosion. Refinery owners decided to protect all their new heat exchangers from corrosion with a Kermetico HVAF Hastelloy-type coating.
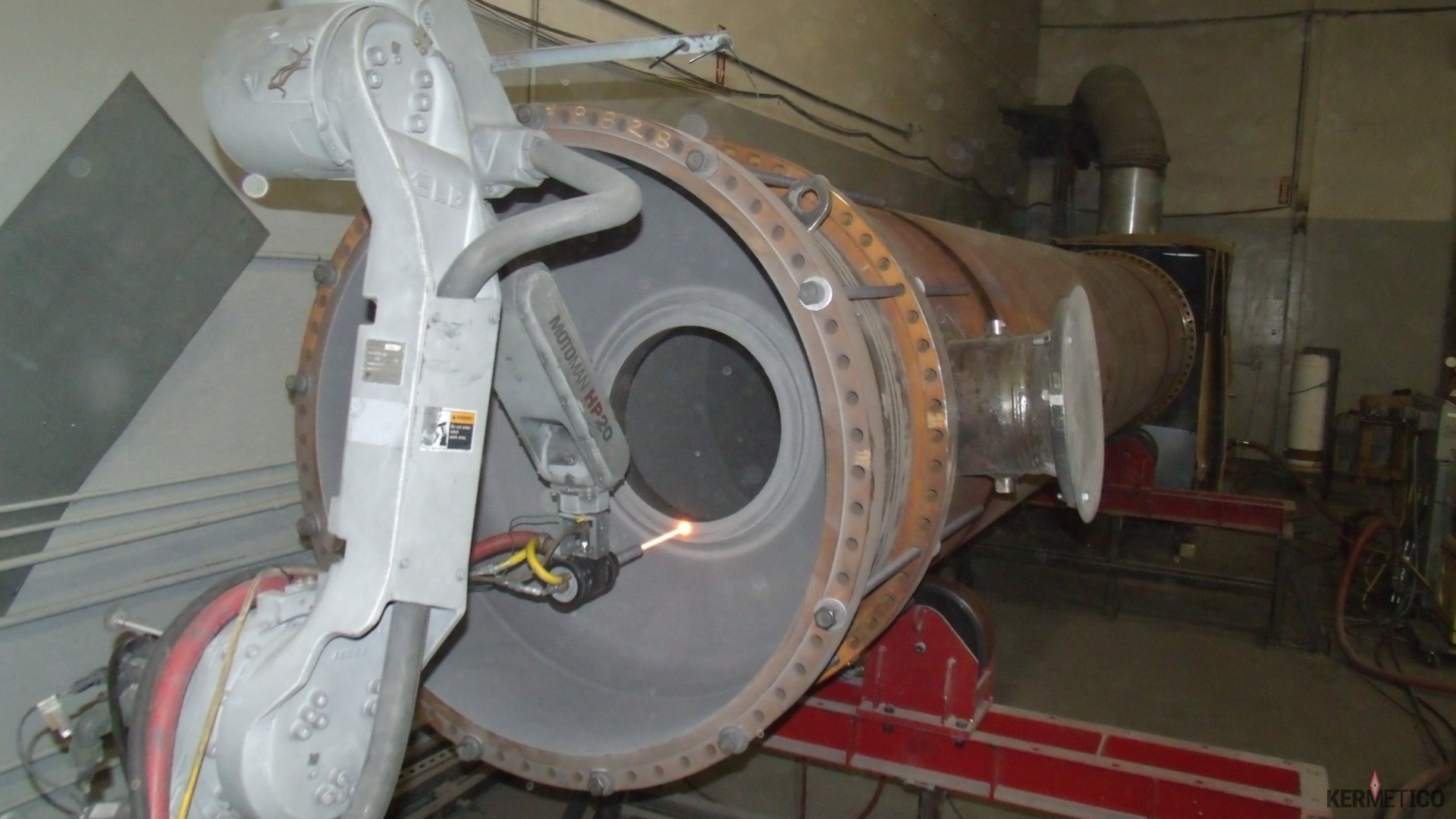
The inner surface of the heat exchanger was robotically HVAF grit blasted with our AK5 gun and the coating was robotically applied with the same gun.
Completion: 2013, shop application.
Application method: Kermetico HVAF blast and spray technology. The rotation of the vessel was on rollers with a robotic traverse of the gun on an internal beam.
We have sprayed the cover in rotation with the robot.
We have coated the nozzles with a manual traverse fixture using the Kermetico HVAF AK5 system.
Spray material: Pre-alloyed (gas atomized) Hastelloy-type powder.
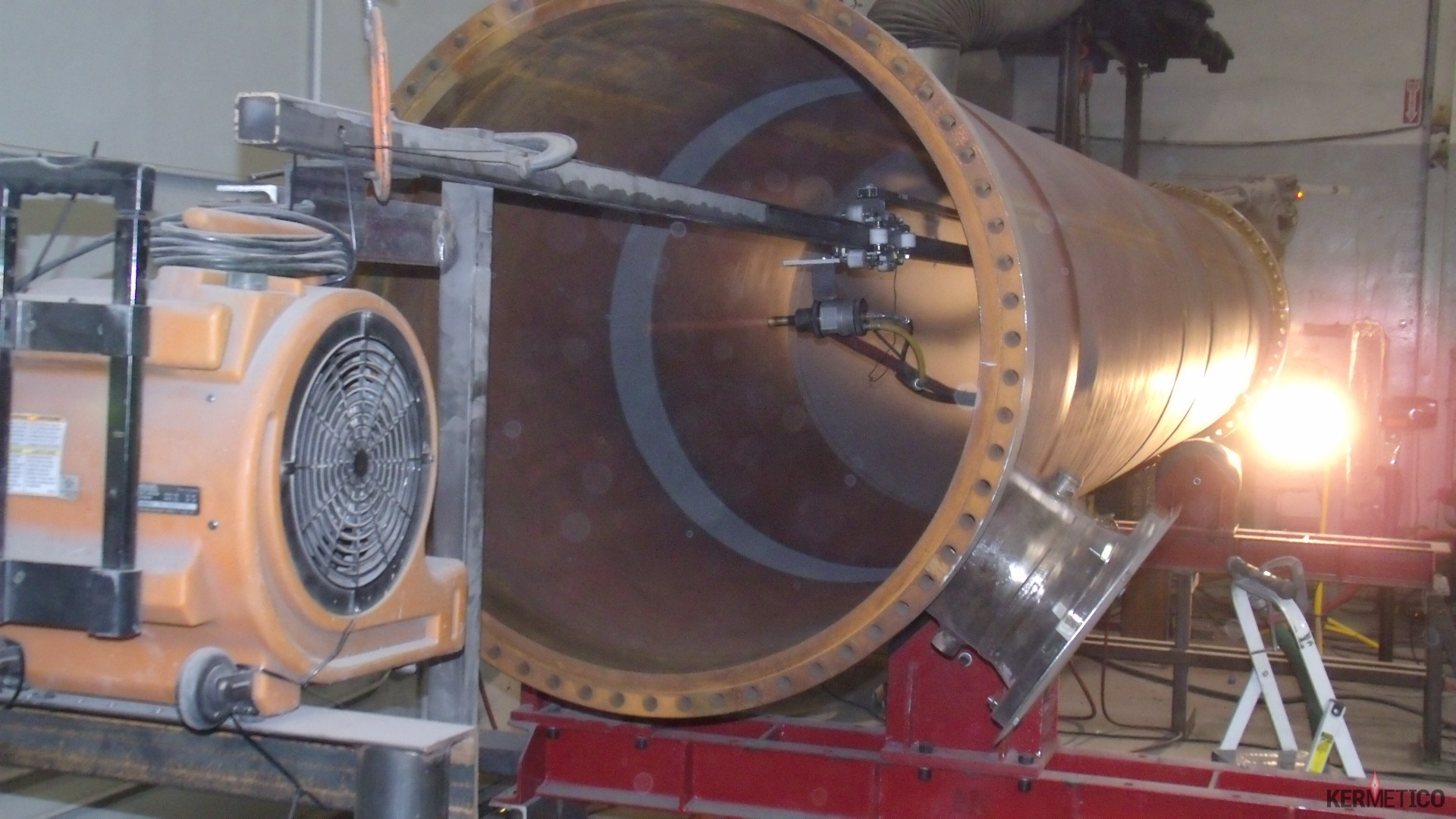
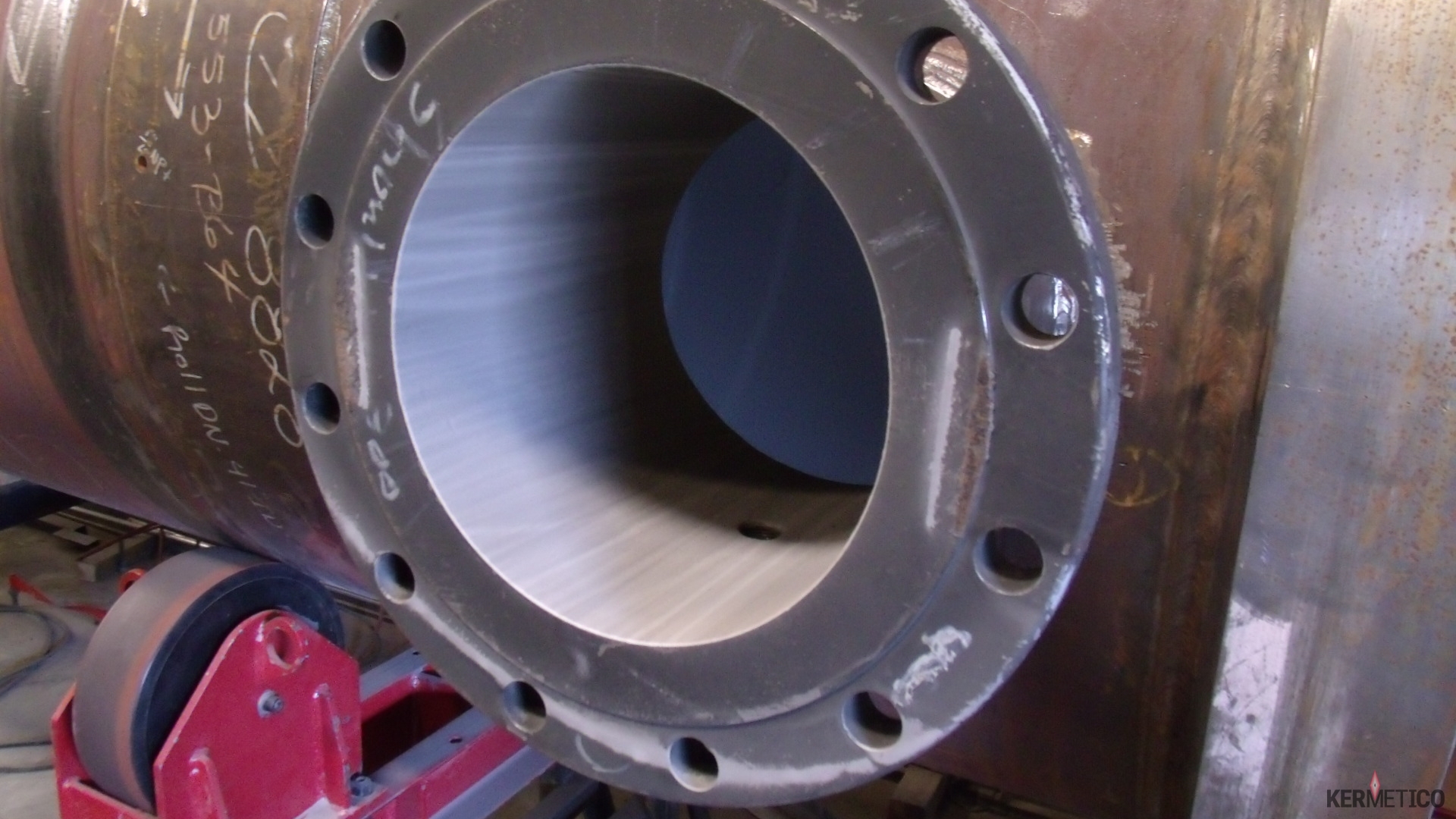
A General View of the Heat Exchanger

HVAF Blasting Process (Grit: Alumina 150 Mesh; Blasting to “White Metal”)

From rusted surface to “ready to spray” in a single pass!
HVAF Spraying Process: Vessel ID
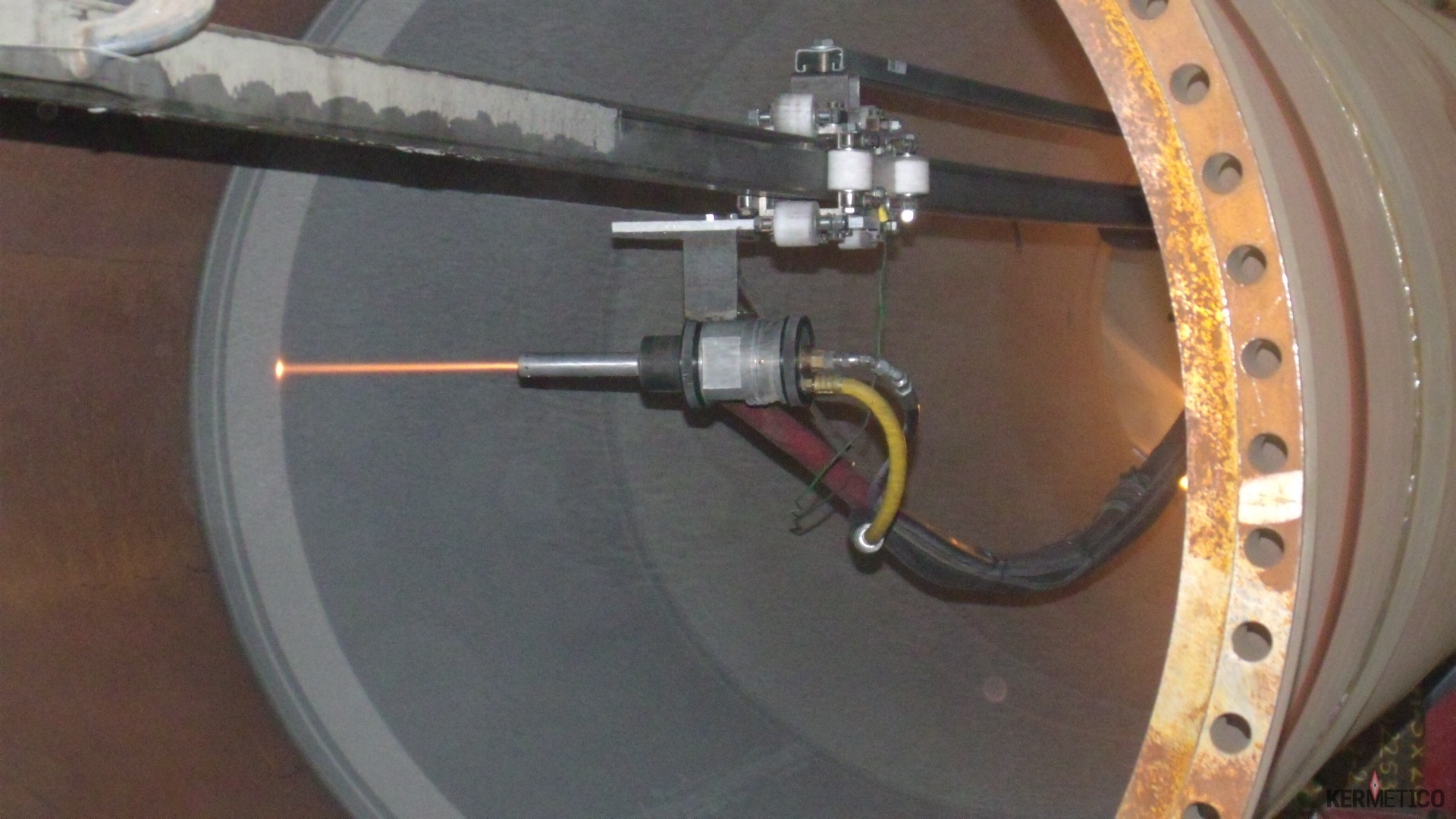

The Kermetico HVAF AK5 System Depositing a Hastelloy-type Coating onto an ID
4. HVAF Spraying Process: Head and Nozzles
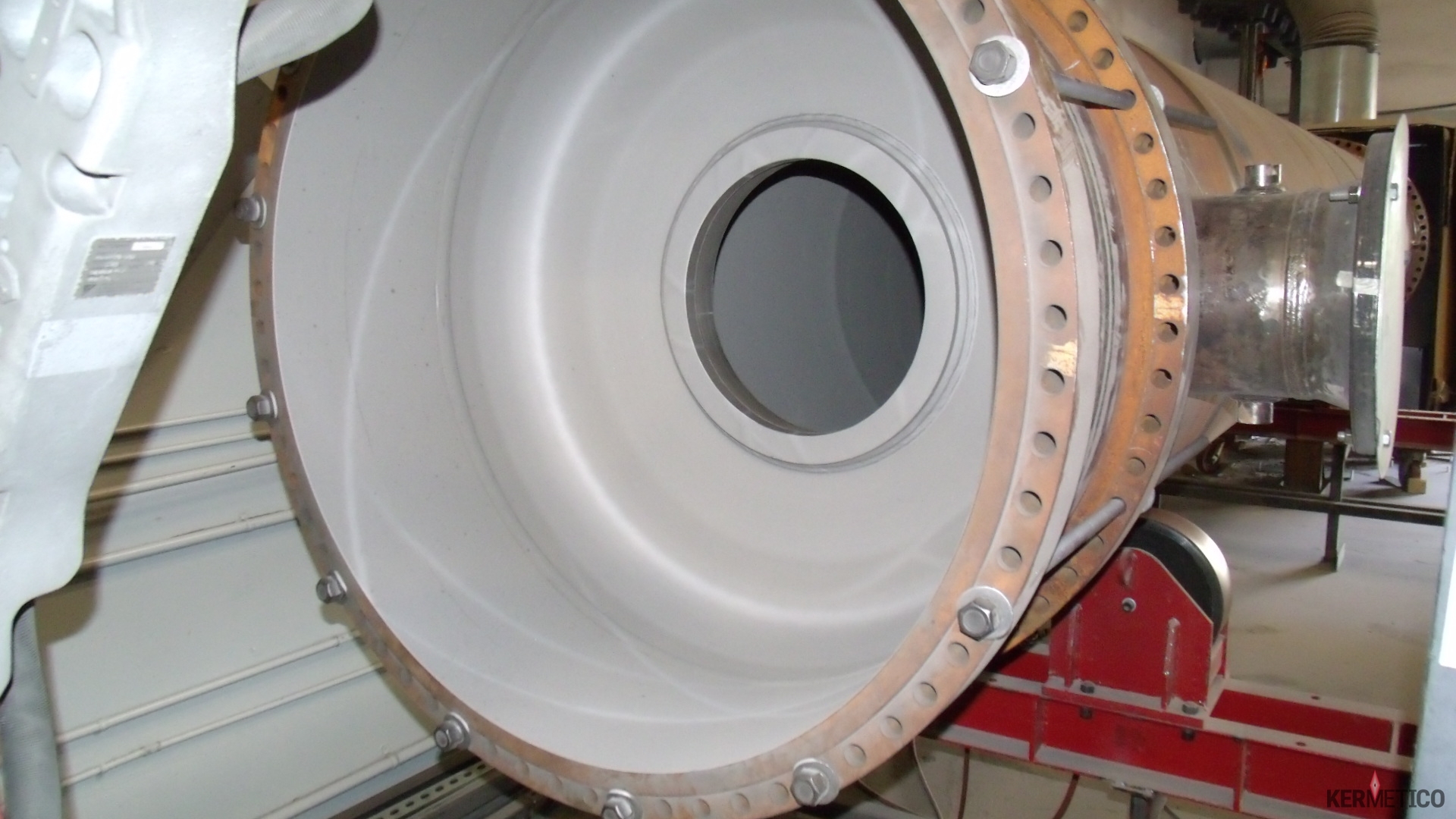
Heat Exchanger Coating Completed
After three years in operation, the heat exchanger coating is intact and remains in service.
Depositing Alloyed HVAF Coatings onto Internal Surfaces of Heat Exchangers
The Kermetico HVAF AK system may operate several thermal spray guns with different designations:
- AK5 – a compact spray gun to efficiently deposit coatings onto internal surfaces of vessels and complex geometries.
- AK-ID – a gun to spray inside diameters 88 mm (3.47”) and larger
- AK-IDR– a rotating gun to spray barrels 100 mm (4”) and larger and up to 600 mm (2’) deep.
- AK-HH – a manual HVAF gun to spray on-site or onto complex surfaces.
The high energy efficiency and relatively low power output of Kermetico HVAF systems minimize the heat load into the vessel surface, allowing spraying faster and with lower ventilation requirements to maintain an ideal application temperature without overheating the part.
The Quality of Kermetico HVAF Corrosion Protective Coatings
The combustion temperature of air-fuel mixtures is typically 1,960-2,010 °C (3560-3650°F) which is about 1,000°C (1832°F) lower than in oxygen-fuel combustion.
This lower temperature is ideal for the gradual heating of the feedstock particles of alloyed metals to or slightly above the metals’ melting temperature.
The initial oxygen content in the combustion gas mixture is 5-fold lower in our HVAF process compared to any HVOF process. Both factors prevent the oxidation of metals and the decomposition of carbides and their dissolution into the metal binder.
These factors allow the retention of the original ductility of the powder feedstock in the applied coating, even when the hardness of the cemented carbide coating exceeds 1,600 HV300.
A Typical Cross-Sectional Micrograph of the Kermetico HVAF Hastelloy-type Coating
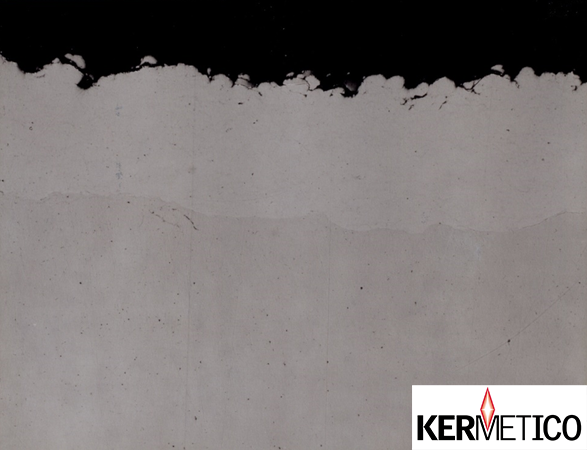
Kermetico HVAF Hastelloy-type Coating
Blast and Spray with Kermetico High Velocity Equipment
We recommend protecting heat exchangers using robotic blast and spray operations.
We blast a vessel surface with the Kermetico HVAF gun (it is extremely fast and uniform) and spray with the same gun after switching the powder feed hose and perhaps changing the nozzle
It is much faster, more accurate and needs much less grit than manual blasting.
It also provides very even surface preparation and induces less stress into the base metal.
Kermetico HVAF Thermal Spray Coating Equipment
Kermetico designs and manufactures three families of HVAF thermal spray equipment.
- Convertible HVOF and HVAF equipment:
- Multi-purpose HVAF AK systems, with a wide range of spray guns:
- AK7 – a high-power gun for the thermal spray of large parts
- AK6 – a universal gun to spray a balanced mix of parts in a job shop
- AK5 – a compact gun to spray smaller parts, thin walls and complex surfaces
- AK-ID – an 88 mm (3.47”) and larger internal diameter spray gun
- AK-IDR – a rotating ID gun to spray 4” (100 mm) and larger bores
- AK-HH – a handheld gun for on-site coating
- Specialized HVAF S equipment:
- Additional equipment:
- An HVAF grit feeder for the grit blast preparation of parts to reduce coating costs
- A Gas Permeability Tester for an instant check of a coating’s through porosity
Kermetico, Inc. – Material Science Excellence, HVAF and HVOF Equipment Manufacturing and Thermal Spray Coating Services Since 2006
We create equipment that helps material scientists, engineers and business managers achieve their goals.
We have installed more than 60 Kermetico HVAF systems in the USA, Europe, Japan and China.
Some of the systems are at work in Universities and National Labs, but most of them are used “at work” in production job shops.
We proudly design and produce our HVAF thermal spray equipment in California and install it all over the world.
You can visit our R&D center in Benicia to meet our designers and see our HVAF equipment in action.
We also service the U.S. customers with HVAF and HVOF thermal spray coatings – ourselves and through our network of partners.
















