
Tungsten carbide coatings became an industry standard to protect hard nip machine calender, soft nip calender and super-calender paper machine rolls, as well as coat rolls, doctor blades and dryer drums from wear. The proper choice of a roll coating is a key factor in improving sheet release, reducing draw, improving dewatering performance, ensuring consistent coating and sizing, and excellent calendering results.
Ultra-quality ductile 1,600+ HV300 Kermetico HVAF WC-10Co-4Cr thermal spray coatings provide a new level of wear resistance resulting in consistent paper quality, lower regrind and change-out costs and longer overall paper roll life.
Higher deposition efficiency, herewith 5-fold faster than HVOF spray rates, provides a huge cost advantage for a spay shop using Kermetico equipment.
Mobile Kermetico HVAF equipment substantially reduces on-site spraying time and costs.
Please spend a couple of minutes reading the following case studies.
HVAF Coating Features
Kermetico High Velocity Air Fuel (HVAF) technology has been shown to deposit exceptional quality coatings.
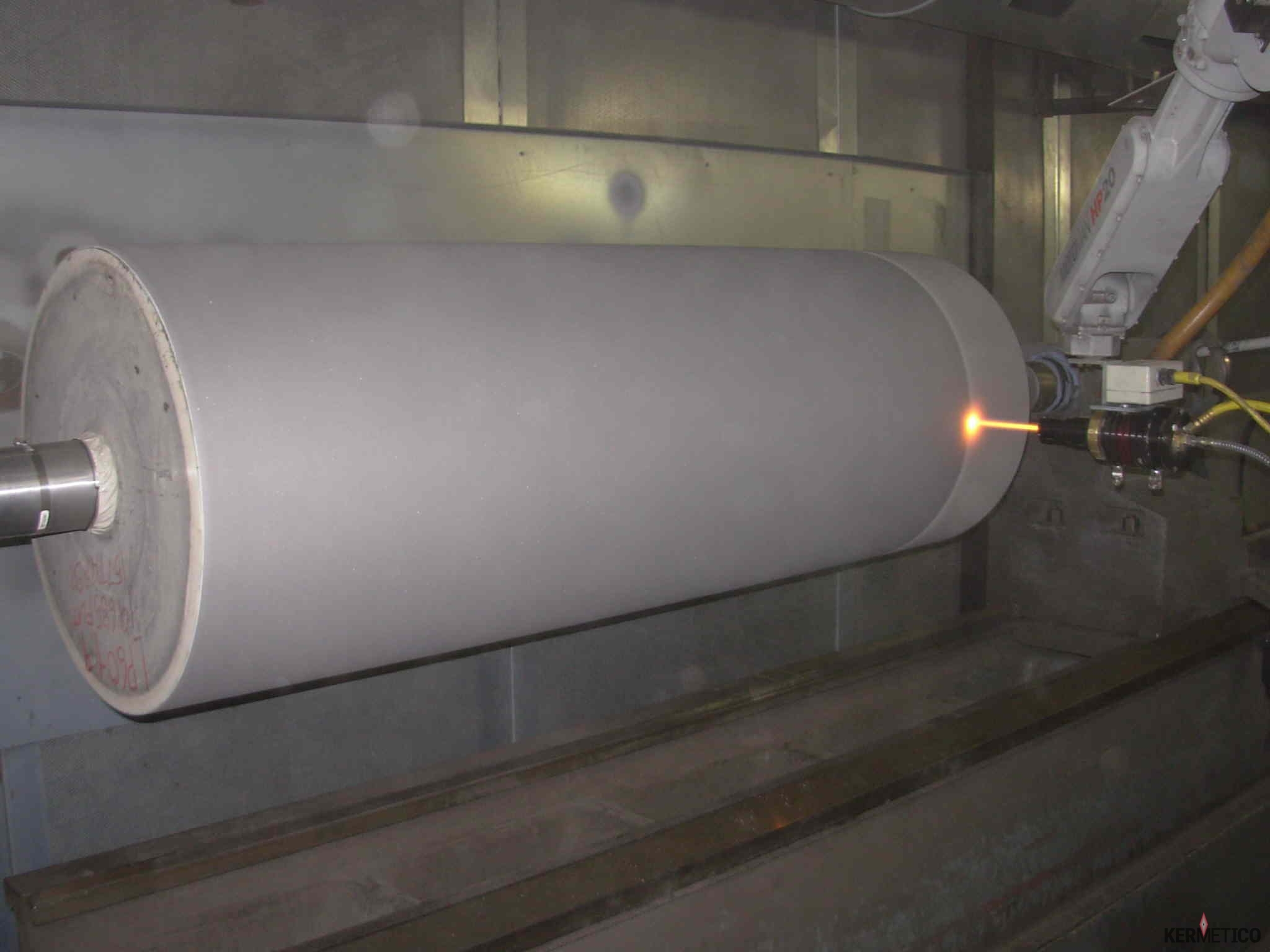
The Kermetico HVAF AK System Deposits a Tungsten Carbide Coating onto a Paper Roll
Kermetico HVAF carbide coatings are superior to HVOF rivals regarding both wear protection and production cost.
The high velocity of the in-flight particles (higher than 1,000 m/s | 3,300 ft./sec.) in our HVAF process enables the production of very dense coatings with high bond strength.
Moreover, the low combustion spraying temperature (1,960-2,010°C | 3,560-3,650°F depending on fuel gas) and gentle particle heating lead to minimal feedstock phase transformation and almost nonexistent elemental depletion or decomposition of the in-flight particles.
Furthermore, the replacement of pure oxygen in the HVOF process with air in the Kermetico HVAF process significantly reduces the oxide content in the coatings, which is desirable for high-performance coatings.
The Key Characteristics of HVAF and HVOF Tungsten Carbide Paper Roll Coatings
| WCCoCr 86/10/4 Coating Feature | Typical HVOF | Kermetico HVAF Modes | ||
| Economy | Balanced | Ultra | ||
| Deposition efficiency, % | 40-55 | 60-70 | 48-58 | 36-42 |
| Hardness, HV300 | 1,050-1,250 | 1,050-1,250 | 1,250-1,350 | 1,450-1,600+ |
| Young’s Modulus E, GPa | 300 | 400 | 450 | 450 |
| Apparent metallographic porosity | <0.8 | <0.8 | <0.5 | <0.1 |
| Bond strength, MPa (PSI) | 80+ (12,000+) | |||
| Range of as-sprayed roughness, µm (µ in.) | 3.5-4.5 (150-180) | 1-3.2 (40-130) | ||
A Case of a Drying Cylinder
In a paper dryer section, multiple drying cylinders heat the moving paper sheet to evaporate water. Steam heats the drying cylinder shell from the inside. The cylinder surfaces are kept clean using oscillating doctors.
The surface of the drying cylinder can deteriorate due to wear and corrosion, leaving marks and other defects on the paper sheet. The paper can also stick to the cylinder surface, causing the paper to break and wrap around the cylinder.
A traditional approach to providing the necessary resistance to wear and corrosion, as well as release (anti-sticking) properties for the drying cylinder surface, was an application of a hard chrome coating with up to 20% PTFE (Teflon-type). However, doctoring results in the rather quick loss of the Teflon-type treatment and wear of the chrome coating.
HVOF spraying of the WC-10Co4Cr inner coating layer and air spraying of the Teflon-type layer is a popular alternative. During operation of the dryer section, the coating is polished by the paper sheet to the necessary roughness due to the removal of the top Teflon-type layer down to the peaks of the WC-coating.
The coating performs even after complete removal of the Teflon layer as the inner WC-layer becomes smoothly polished.
A major problem is non-uniform wear of the coating due to doctoring and the known HVOF technology restrictions for processing high-quality WC-coatings. The application of HVOF WC-coatings is the most time consuming, resulting in a high cost of the coating.
Teflon-type materials have quite low adhesion to WC-based coatings, even to porous ones, resulting in coating failures.
A Kermetico HVAF WC-CoCr – FEP Coating
The Kermetico HVAF process to apply a WC-layer and a Fluorinated Ethylene-Propylene polymer layer for release properties may substantially prolong the life of a drying cylinder surface.
While keeping a similar technological approach for on-site coating applications, the WC-10Co-4Cr coating layer being sprayed with the Kermetico HVAF technology results in the highest quality coating:
- For processing a dense inner layer, the spray particle size is reduced to 5-30 microns while the particle velocity is increased 1.5 times versus regular HVOF spraying, thus depositing a practically non-porous coating with high hardness (1,450-1,600+ HV300) and high ductility.
- The outer layer is sprayed with a particle size of 15-53 microns, using a long chamber in the HVAF gun.
- The Kermetico HVAF process produces WC-based coatings with the highest fracture toughness, exceeding known HVOF coatings by 10-fold. Since the primary mechanism of wear for WC-based coatings is attributed to the material’s brittleness, the Kermetico HVAF coating exhibits the highest wear resistance. This gives our HVAF coating the longest service life.
Kermetico HVAF technology provides a much higher spray rate:
- With Kermetico HVAF equipment spray rates are increased 4-5 times (up to 33 kg (73 lbs.)/hour)
- Grit blasting for surface preparation is performed with the same Kermetico HVAF gun, increasing blast rate by a factor of 10 while decreasing grit consumption to 1/100 of that used by vacuum grit blasters.
Kermetico HVAF equipment is portable, providing an on-site coating option.
Fluorinated Ethylene-Propylene (FEP) possesses about the same anti-sticking properties and corrosion resistance as Teflon at a temperature up to 200°C (392°F). However, contrary to Teflon-type materials, the FEP coating has good adhesion to the WC-CoCr coating. Its baking procedure is shorter and requires a lower heating temperature (120°C – 248°F), ensuring better control of the properties and a further reduction of application time.
A Case of Winder (Reel) Drums
Winder (Reel) drums operate in pairs at the dry-end of a paper machine. The paper is wound around the first drum under controlled tension through differential surface velocities of the drums, the second drum having a slightly higher surface velocity than the first.
Depending on the paper type, winding speed, winding set up among other parameters, slipping may occur between the paper and the drums.Thus, the required tension is not achieved in the finished paper roll, resulting in the formation of several layers of an out-of-round paper roll. On the later stage in the re-winder (Slitter) section, this final portion of paper (usually, up to 5% of the paper machine production) cannot be re-wound and is scraped.
A traditional approach adopted to prevent the mentioned slipping is to coat the rolls with a coarse tungsten carbide composite coating. Low-velocity combustion flame spraying has been traditionally used due to this work most often being conducted on site. These coatings have been successful regarding stopping slipping, but problems regarding the initial operation, as well as long-term life, have been experienced.
These traditional tungsten carbide coatings consist of large WC powder particles (50-100 microns), bound together by a metal matrix (Cobalt or Cobalt-Chrome). Large particles tend to damage the paper initially when the drum is first operated. Furthermore, the particles are easily plucked from the metal matrix during normal operation. Thus, the coating suffers steadily decreasing performance with time until the coating needs to be stripped and replaced.
Kermetico HVAF WC-CoCr Anti-Slip Coatings
The performance of Winder drums is substantially improved by the application of tungsten carbide composite coatings with the Kermetico HVAF process.
In our process, the grain size of tungsten carbide is reduced down to about 1 micron using agglomerated and sintered WC-10Co4Cr powder, providing high binding of WC-grains in the metallic matrix. Thus, the paper is not damaged by coarse grains of carbide.
- Kermetico HVAF equipment produces WC-based coatings of the highest fracture toughness, exceeding known HVOF and flame sprayed coatings by at least 10-fold. Since the main mechanism of wear of WC-based coatings is attributed to the material brittleness, the Kermetico HVAF coating exhibits the highest wear resistance. This provides the longest lifetime of the HVAF coating.
- Finally, the required 0.05mm (0.002”) of coating thickness is applied in only one pass, eliminating defects between the layers known to affect other thermal sprayed coatings. The coating structure, and, therefore, wear during service is uniform, providing a reliable performance of the coating regardless of the remaining thickness.
Kermetico HVAF equipment is portable, providing the required possibility of applying coatings on-site. This is the equipment of the highest productivity (up to 30 kg per hour spray rate with 55-65% deposit efficiency), ensuring the quickest possible application.
Notes on Kermetico HVAF Equipment
The traditional thermal spray approach is to melt and atomize the feedstock, propel it to the surface of the target part whereupon contact ‘splat cooling’ builds up a coating.
The Kermetico HVAF process operates differently.
We heat the feedstock material to near its liquid phase temperature without exceeding it.
Then we accelerate the particles to an optimized high velocity, and when the particles impact the substrate, there is a rapid conversion of kinetic to thermal energy that allows for the plastic deformation of the particle and a bond which we cannot accurately measure.
In the ASTM 633C bond test, the only result we get is broken glue at 12 KSI, even with 0.040“ (1 mm) of WCCo 88/12.
Blasting and Spraying Paper Rolls with Kermetico High Velocity Equipment
Typically, we apply coatings using robotic blast and spray operations.
We blast a surface with a Kermetico HVAF gun (it is extremely fast and uniform) and spray with the same gun after switching the powder feed hose and perhaps changing the nozzle.
It is much faster, more accurate and needs much less grit than manual blasting.
It also provides very even surface preparation and induces less stress into the base metal.
Kermetico HVAF and HVOF Thermal Spray Coating Equipment for Paper Rolls
Kermetico designs and manufactures three families of HVAF thermal spray equipment.
- Convertible HVOF and HVAF equipment:
- Multi-purpose HVAF AK systems, with a range of spray guns:
- AK7 – a high-power gun for the thermal spray of large parts – recommended for calender rolls
- AK6 – a carbide gun to spray a balanced mix of parts in a job shop – recommended for small rolls
- AK5 – a compact gun to spray smaller parts, thin walls and complex surfaces
- AK-ID – an 88 mm (3.45”) and larger internal diameter spray gun
- AK-IDR – a rotating ID gun to spray 4” (100 mm) and larger bores
- AK-HH – a handheld gun for on-site coating
- Specialized HVAF S equipment:
- Additional equipment:
- An HVAF grit feeder for the grit blast preparation of parts to reduce coating costs
- A Gas Permeability Tester for an instant check of a coating’s through porosity
Kermetico, Inc. – HVAF and HVOF Material Science Excellence, Equipment Manufacturing and Thermal Spray Coating Since 2006
We create equipment that helps material scientists, engineers and business managers achieve their goals.
We have installed more than 60 Kermetico HVAF and HVOF systems in the USA, Europe, Japan and China.
Some of the systems are at work in Universities and National Labs, but most of them are used in production thermal spray shops.
We proudly design and produce our thermal spray equipment in California and install it all over the world.
You can visit our R&D center in Benicia to meet our designers and see our HVAF and HVOF equipment in action.
We also deposit HVAF and HVOF thermal spray coatings for customers in North America – ourselves and through our network of partners.

















