Key Features of Convertible HVAF and HVOF Systems for Thermal Spray Coating
C7 HVAF-HVOF Gun
- Spray rate – 33+ kg/hour (73+ lbs./hour)
- Spray powders: 3-20 to 15-30 microns in HVAF system mode, 15-45 to 20-53 microns in HVOF system mode
- tungsten carbide
- chromium carbide
- pure metals
- alloys (from stainless steel to MCrAlY)
- Axial powder injection
- Variable gun power: adding different gases, one can increase or decrease power, combustion temperature and thrust of the HVAF | HVOF gun
- Fuel gas options: propane, propylene, natural gas, propane-butane, MAPP gas
- Blast & spray operation is possible
- Works in HVOF system mode + Economy, Balanced or Ultra HVAF modes
- Fully compliant with most existing HVOF standards
- Air cooling (no need for water chiller, mobile friendly)
- High technological effectiveness

HVOF process of thermal spray coating is well known.
But what are Economy, Balanced, and Ultra HVAF modes for tungsten carbide coating deposition?
| C7 WCCoCr-86/10/4 spray mode | Coating Hardness, HV300 | Coating Porosity, % | Deposit Efficiency, rolls OD 350+ mm, % | |
| HVOF | 1,050-1,250 | <0.8 | 55 | |
| HVAF Economy (E) | 1,050-1,250 | <0.8 | 65+ | |
| HVAF Balanced (B) | 1,250-1,350 | <0.5 | 48 – 58 | |
| HVAF Ultra (U) | 1,350-1,600+ | <0.3 | 36 – 42 | |
With this thermal spray system, we are not limited to the “best coating possible.”
We can choose how to spray:
- spray in HVOF mode with HVOF sized coating materials to get the usual HVOF coating quality;
- save money in HVAF economy mode, getting the same HVOF quality with higher deposition efficiency and lower costs;
- apply the highest coating quality with HVAF U-mode to get high-hardness, ductile, non-porous abrasion and cavitation resistant coatings;
- or choose HVAF Balanced mode to gain a competitive edge in both cost and quality.

Powerful HVAF | HVOF Gun Spraying up to 550 g/min Tungsten Carbide Coatings
The Powerful System for Large Parts’ Coating
The C7 HVAF / HVOF system is designed to deposit metal and cermet coatings onto external surfaces of various workpieces and structures.
It is a heavy-duty torch, made to endure harsh thermal spray environments and spray long hours with high throughput.
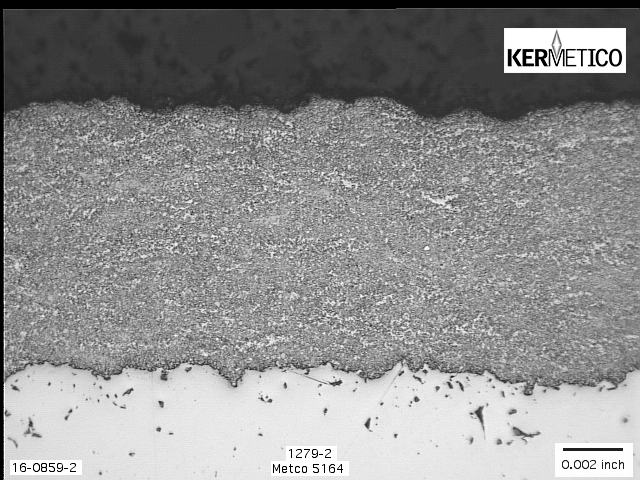
A Microstructure of a C7 HVAF WCCoCr 86/10/4 Coating: no Gas Permeability at 300 PSI, Hardness 1,180 HV300
Convertible HVOF System’s Thermal Spray Applications
We designed our Kermetico C7 for spraying mud motor rotors, large rolls, industrial turbine combustors, hydraulic rods, landing gear, vessels and other workpieces.
The Kermetico C7 HVAF+HVOF Gun is Perfect for Research and Development of High Velocity Thermal Spray Processes
The system works reliably with LPG fuels, such as propane, propane-butane, propylene and MAPP-gas, as well as with methane and natural gas.
Typical inlet air pressure is 80-95 PSI, while the gun performs well within an inlet air pressure range of 45-120 PSI.
Regular consumption of propane or propylene is 120-190 SLPM (as gas), corresponding to 200- 320 kW of equivalent power.
While we have operated the gun at 212 SLPM of propane (350 kW), there was no evidence that this was its power limit.
Additional Features
- Direct measurements of each gas mass flow, including compressed air used for combustion, as well as continuous measurements of the chamber pressure and the pressure of all gases entering the gun, provide information necessary for scientific developments and modeling, and for comparison to other thermal spray systems and guns.
- There is no pressure drop in the internal combustion air circuit, associated with the exhaust of cooling air connected to atmosphere. Thus, for the same inlet air pressure, the combustion chamber pressure in the C7 gun is maximized. This provides a wider technological window for the gun’s operation at an available capacity of the air compressor.
- The control of combustion air accuracy increases in the absence of the influence of the cooling air line. This provides better precision and repeatability of results for collecting scientific data.
- Independent control of the cooling air allows improving the nozzle temperature regulation.
- The system may work with two smaller air compressors, only one of which (about 1/2 of total capacity) is required to be a “dedicated air compressor.” The second air compressor can pump air for other needs – grit blasting, the operation of other thermal spray systems, etc. This approach maximizes the use of resources.
- The combined HVAF / HVOF system allows spraying both coarse and very fine particles. For the same gaseous jet, using a smaller particle size allows reaching a higher particle velocity and more accurate and uniform heating. This expands the window of parameters using existing energy resources.
- An additional option for hydrogen injection creates a tool for spray particle temperature control without a change of their velocity, as well as providing additional protection against spray material oxidation, including the prevention of the decomposition of carbides accelerated by the oxidation process. At the least, this feature allows coating developers to single out one parameter (particle temperature) in the modeling of the process.
- The inert gas injection would result in utilizing an “Oxygen-Depleted HVAF” process. Currently, this process is practically unknown in the thermal spray industry, creating an opportunity for new coating developments.
A Variety of Hardware Setups for Different Powder Materials and Different Process Requirements
The C7 HVAF | HVOF gun has many developed nozzle setups, including under-expanded, calculated (Laval) and over-expanded nozzles, two possible powder injectors and several types of combustion chambers.
Blast and Spray with the Kermetico HVAF | HVOF Systems
Each Kermetico HVAF-HVOF gun can work in the blast and spray operations.
You can eliminate blasting and masking for blasting in a different booth.
Just prepare a part for coating, blast it with the Convertible gun using our Grit Feeder (it is extremely fast and uniform) and spray with the same gun, after changing the powder feed hose and perhaps changing the nozzle.
It is much faster than any air pressure blasting and more accurate than manual blasting.
We have done this with hundreds of parts in our design job shop in Benicia, California, USA.
The System Description and Advantages
The C7 HVAF-HVOF gun sprays powders, heated and accelerated by the oxy-fuel or air-fuel gas combustion products.
The mixture of compressed air, oxygen (in HVOF system mode) and the fuel gas flows into the combustion chamber through the orifices of a catalytic ceramic insert. The compressed air cools the chamber when entering the gun. Then the preheated air is used for mixing with the fuel for combustion.
Compressed air from an additional line cools the front of the chamber and the nozzle assembly.
Initial ignition of the mixture results in heating of the ceramic insert above the mixtures’ auto-ignition temperature and then the hot insert continuously ignites the mixture.
The spray powder is injected axially into a wide combustion chamber, where the gas flow is comparatively slow, less than 40 m/s (130 ft./sec.).
Having a long residence time and being exposed to favorable heat transfer conditions at high gas pressure, the powder is efficiently heated in the chamber.
As an optional tool for proper heating, controlled amounts of a high heat conductivity gas (hydrogen or helium) may be injected into the powder carrier gas.
The powder exiting the chamber is propelled into the nozzle of chosen length and configuration, where it is accelerated to a velocity that may be over 1,000 m/s (3,300 ft./sec.).
When impacting a substrate, the spray powder particles form a coating.
Spraying Complex Parts with HVAF-HVOF Guns
In some cases, such as pumps or Francis runners, it is not enough to deposit a coating onto external surfaces. We need to protect both external and internal surfaces. While many shops have just one model of a given technology in-house, we make equipment to address both of these requirements. Our Convertible family complements C7’s capabilities with the outer and internal diameter guns:
- C6 – a general purpose HVAF-HVOF gun
- CID – a gun to spray coatings onto internal surfaces with diameter 80 mm (3.15″) and larger
We can also add compact robot-mounted and hand-held HVAF AK guns:
- AK5 – a compact gun to spray smaller parts, thin walls and complex surfaces
- AK-HH – a handheld gun for on-site coating
And a few Specialized systems for thermal spraying metals that are unusual for traditional HVOF:
- SL – a specialized gun for spraying low melting point metals
- SP – a dedicated gun for the most efficient precious metals’ deposition
- STi – a specialized gun for the deposition of titanium and Ti-alloy coatings
Additional auxiliary equipment:
- A Grit Feeder for the hot grit blast preparation of parts to reduce coating costs
- A Gas Permeability Tester for an instant check of a coating’s through porosity
Kermetico Inc. – Design and Manufacture of HVAF and HVOF Systems Since 2006
We make different thermal spray systems for various applications. Please check the full spectrum of our equipment here.
More than 60 systems are at work worldwide.
We proudly design and produce our thermal spray systems in California, USA, and install them all over the world.
You are invited to visit our R&D center in Benicia to meet our designers and see our systems in action or visit our distributor’s showroom in Beijing, China.

Kermetico C7 Spraying WC-10Co4Cr15 in HVOF Mode













