
The Kermetico C6 Convertible High Velocity Air-Oxy Fuel Thermal Spray System
Key features:
- Thermal spray powders: 3-20 to 15-30 in HVAF mode, 15-45 to 20-53 microns in HVOF coating mode
- tungsten carbide powder,
- chromium carbide powder,
- pure metals,
- alloys (from stainless steel to MCrAlY’s)
- some ceramic coatings
- Spray rate up to 28 kg/hour (62 lbs./hour)
- Axial powder injection
- Variable gun power:
- adding oxygen or nitrogen one can increase or decrease power, combustion temperature and thrust of the gun
- adding hydrogen allows you to adjust the heat transfer to the feedstock material
- Fuel gas options:
- propane
- propylene
- natural gas
- LPG (propane-butane)
- MAPP
- Blast & spray operation capable
- Works in HVOF process mode, Economy, Balanced or Ultra HVAF process modes
- Fully compliant with existing standards for HVOF coatings
- Air cooling (no need for a water chiller, on-site friendly)
HVOF thermal spray coatings are well known.
But what are Economy, Balanced, and Ultra HVAF modes of tungsten carbide coating deposition?
| C6 WC-Co-Cr-86/10/4 spray mode | Coating Hardness, HV300 | Coating Porosity, % | Deposition Efficiency |
| HVOF | 1,050-1,250 | <0.8 | 55 |
| HVAF Economy (E) | 1,050-1,250 | <0.8 | 60+ |
| HVAF Balanced (B) | 1,250-1,350 | <0.5 | 48 – 52 |
| HVAF Ultra (U) | 1,350-1,600+ | <0.3 | 36 – 42 |
With this HVOF system, we are not limited to the “best coating possible.”
We can choose how to spray carbide coatings:
- spray in HVOF mode with HVOF sized materials to get the usual HVOF coating quality with 60% cost
- save money in HVAF economy mode, getting the same quality as HVOF with higher deposition efficiency and twice lower costs
- apply the highest coating quality with HVAF U-mode to get high-hardness, ductile, non-porous abrasion and cavitation resistant coatings
- or choose HVAF Balanced mode to gain a competitive edge in both cost and quality
But how do HVAF Balanced and Ultra modes provide such a high-quality result?
C6 Hybrid HVOF+HVAF Coating Quality
Prof. Qun Wang has shown in his article “Wear and corrosion performance of WC-10Co-4Cr coatings deposited by different HVOF and HVAF spraying processes” that, “The WC-10Co-4Cr coating deposited by the HVAF spraying process exhibited nearly the same phase composition as its initial feedstock powder, which included mainly the WC and some Co3W3C and crystal Co phases with nearly no decarburization.”
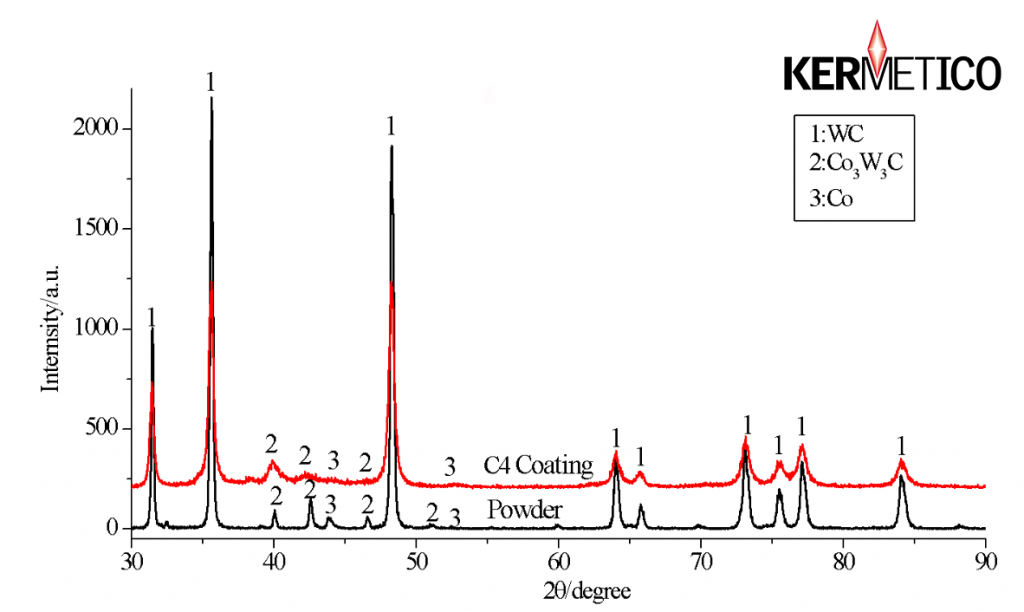
An X-Ray Phase Analysis of a WCCoCr Powder(Black) and an HVAF-Sprayed Coating (Red)
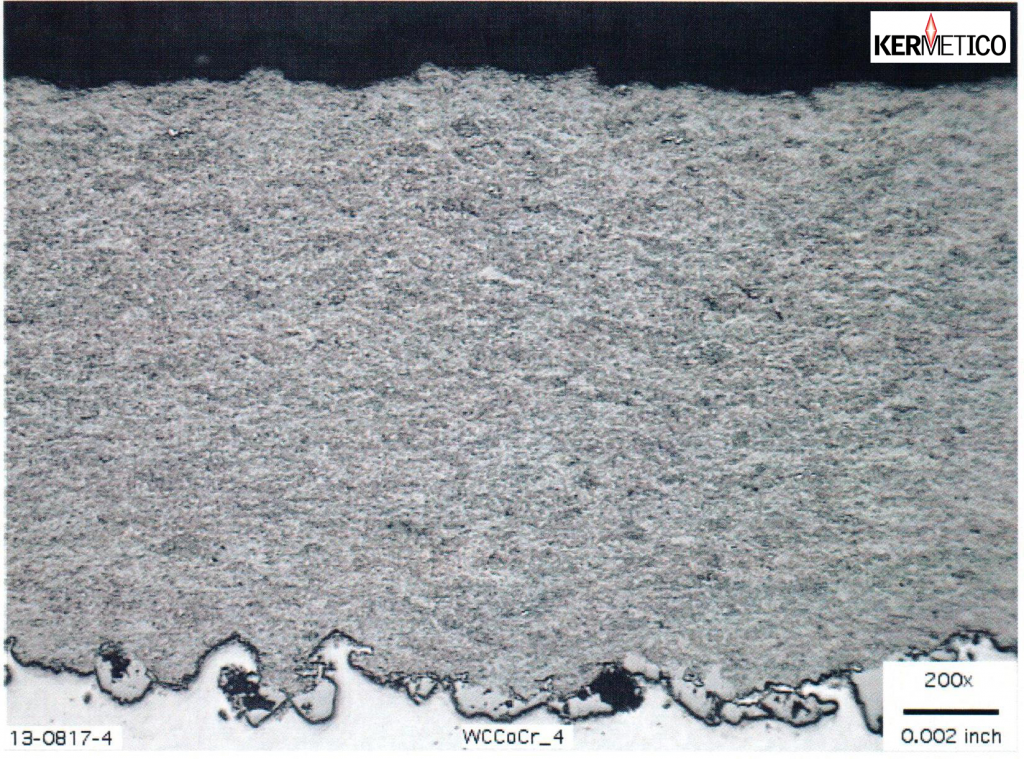
A Micrograph of the HVAF C6 system U-mode Using Propylene Gas to Spray a Tungsten Carbide Coating: no Gas Permeability at 300 PSI, Hardness 1,650 HV300
So HVAF equipment produces excellent coatings in Ultra and Balanced modes.
Good!
But how is it connected to the hybrid C6 HVAF HVOF torch?
Our Convertible C6 system retains most of the best HVAF coating features in HVOF mode.
It produces ductile, non-permeable coatings with high deposition efficiency.
How?
It keeps Kermetico’s distinctive features: axial powder feed, a long combustion chamber with high pressure and low temperature, the little oxidation, minimized interaction of the powder with the nozzle walls, high and uniform particle speed.
So, we are proud to call it…
The Most Versatile Thermal Spray System in Our Arsenal
Our hybrid C6 HVAF / HVOF torch is useful for spraying a selection of metal, alloy and carbide powders with high deposition efficiency.
Variable system power and powder feed allow spraying almost any industrial parts.
It is easy to integrate into a manufacturing line and control it with gas mass flowmeters and an integrated combustion chamber pressure measuring system.
By request, we produce systems running two or more C6 guns at once to increase spray rate further.
In some cases, such as pumps or Francis runners, it is not enough to deposit a coating onto external surfaces. We need to protect both external and internal surfaces. While many shops have just one model of a given technology in-house, we make equipment to address both of these requirements. Our Convertible family complements capabilities of our C6 gun with other outer and internal diameter guns:
We can also add compact robot-mounted and hand-held HVAF AK guns:
- AK5 – a compact gun to spray smaller parts, thin walls and complex surfaces
- AK-HH – a handheld gun for on-site coating
And a few Specialized systems for spraying metals that are unusual for traditional HVOF:
- SL – a specialized gun for spraying low melting point metals
- SP – a dedicated gun for the most efficient precious metals’ deposition
- STi – a specialized gun for the deposition of titanium and Ti-alloy coatings
Additional auxiliary equipment:
- A Grit Feeder for the hot grit blast preparation of parts to reduce coating costs
- A Gas Permeability Tester for an instant check of a coating’s through porosity
HVAF/HVOF Thermal Spray Applications
The Kermetico C6 system is useful for coating:
Find more applications here.
The Convertible HVOF/HVAF System Description and Benefits
The Convertible C6 HVOF/HVAF spray system deposits powders, heated and accelerated by the oxy-fuel or air-fuel gas combustion products.
The mixture of compressed air, oxygen (in HVOF mode) and the fuel gas flows into the combustion chamber through the orifices of a catalytic ceramic insert. The compressed air cools the chamber when entering the gun.
Then the preheated air is used for mixing with the fuel for combustion. More compressed air cool the front of the chamber and the nozzle assembly.
Initial ignition of the mixture results in heating of the ceramic insert above the mixtures’ auto-ignition temperature and then the hot insert continuously ignites the mixture.The feedstock powder is injected axially into a wide combustion chamber, where the gas flow is comparatively slow, less than 40 m/s (130 ft./sec.).
Having a long residence time and being exposed to favorable heat transfer conditions at high gas pressure, the powder is efficiently heated in the combustion chamber.
The powder exiting the chamber is propelled into the nozzle of chosen length and configuration, where it is accelerated to a velocity that may be over 1,000 m/s (3,300 ft./sec.).
When impacting a substrate, the spray powder particles form a coating.
The following particles densify the coating, removing poorly bonded splats and leaving behind only high-quality coating particles.
Business Benefits of the Hybrid HVAF+HVOF Torch
Buy and use fewer systems, investing four times less in a new job shop. The Kermetico Convertible C6 machine sprays 5 times faster than conventional HVOF torches, and there is an option to switch to an ID or hand-held gun with the same system.
Our systems are designed by sprayers for sprayers:
- Use existing HVOF infrastructure, powders and specifications
- User-friendly controls, several guns with same system, easy to learn for operators
- High technological efficiency → it is really hard to make a poor coating with it
- Axial powder feed + simple design→ long-lasting, easy to change spare parts
- Hardness deviation <6% → fewer QC issues
- No vapors of sprayed powder → no health hazards
Return your investment spraying a second metric ton of WCCoCr. How?
- The spray rate is up to 28 kg (62 lbs.)/hour with deposition efficiency higher than 60% in HVAF Economy mode. Fewer work hours means fewer hours to pay for. And with our system, you need to spray just a fraction of the regular HVOF spray time.
- No oxygen in HVAF mode – just compressed air, which costs 10 times less; Even in HVOF mode, the C6 system uses much less oxygen than the pure HVOF rivals.
- Easy-to-change specialized guns allow spraying each part in the most efficient way;
- The cost of Convertible spare parts is 1/10 of the pure HVOF torch cost for the same work.
- You’ll gain $160 per deposited kilogram of our WCCoCr coating compared to a conventional HVOF system.
Eliminate the blasting room – blast and spray with one part setup to improve quality, reduce manufacturing time and reduce blast media consumption by a factor of 100.
Reduce as-sprayed coating thickness and grinding time due to the low roughness of the as-sprayed coating.
You will spend up to 5 times less on each item sprayed with our equipment.
Kermetico Inc. – Design and Manufacture of HVAF and HVOF Systems Since 2006
We make different thermal spray systems for various applications. Please check the full spectrum of our HVOF and HVAF equipment here.
More than 60 of our systems are at work worldwide.
We proudly design and produce our thermal spray systems in California, USA, and install them all over the world.
You can visit our R&D center in Benicia to meet our designers and see our HVOF systems in action.













