
Kermetico Inc. designs and manufactures HVAF industrial equipment which provides a cost-effective way to deposit bulk-like copper, aluminum, bronze, tungsten carbide, steel and other metallic materials onto various surfaces.
We do not pretend to be 3D-Printer manufacturers because we do not build parts from scratch. Our way of additive manufacturing means depositing layers of metals onto surfaces to modify them in some desirable way.
A layer measuring several millimeters in thickness of a metal or cermet may provide your additive manufacturing part with:
- wear and corrosion resistance
- electrical and thermal conductivity
- anti-slick or anti-galling features
- light weight
Our HVAF equipment deposits bulk-like materials characterized by less than 1% porosity, low (0.30-0.40 wt.%) oxygen level, high adhesion and cohesion.
Most of our additive overlays are machinable.
HVAF High Velocity Additive Spraying of Low Oxidation layers of Copper, Bronze and Brass Alloys
Our HVAF equipment deposits bulk-like Al, Cu, brass and bronze coatings up to several millimeters thick. They exhibit excellent machinability (turning, grinding, finishing), they are engravable with results comparable to electroplated Cu.
Kermetico HVAF Equipment deposits up to 10 kg (22 lbs.) of copper coating per hour, offering the shortest production time.
We have a time-proven approach for the high velocity thermal spray application of copper coatings with the Kermetico HVAF SL thermal spray system.
This system allows the additive deposition of copper and its alloys: brass, bronze and even some grades of Cu-In-Ga.
High heat conductivity copper application onto balls and other spherical parts with a thickness of 6-mm (0.24”) and more is an easy task for the Kermetico HVAF SL system.
The Kermetico HVAF 3D-clad copper behaves as a “solid” metal during machining. And milling through the coating down to the substrate was performed without the remaining copper layer delaminating. (This should give you some idea about the bonding and cohesive strength of the copper coating.)
Bond strength measurements report over 11,000 PSI (over 75 MPa) on carbon steel, the majority related to breaking the glue used for ASTM 633C testing.

Kermetico HVAF SL Al-Bronze Additive Manufacturing
HVAF Additive Manufacturing Using Dense Non-Oxidized Aluminum
Aluminum is being melted at our HVAF temperatures. An oxygen-depleted flame and inert gas shroud prevent the Al from oxidizing, both in the jet and on the surface, and the high-speed jet creates a high bond and low porosity coating, so our HVAF SL system deposits excellent quality Al overlays.
HVAF Aluminum Coating
The Kermetico HVAF SL – a Specialized System for Cladding Low Melting Point Materials: Al, Cu, Zn and Alloys
Ther Kermetico HVAF SL is a unique system, specially developed for depositing non-oxidized, solid aluminum, copper and alloyed low melting point metals.

HVAF System for Additive Manufacturing with Al, Cu, Tin and Zinc
Key features:
- Axial powder injection
- Protection against feedstock oxidation
- No material evaporation in the coating process
- No nozzle clogging
- Uniform, dense, high-bond aluminum, tin, zinc, copper and copper alloys coatings
- High spray rate:
- 6 kg/hour (13 lbs./hour) for Al coating
- 10 kg/hour (22 lbs./hour) for Cu, bronze and brass coatings
- Blast & spray operation capable
- Industrial-grade, automated, portable air-cooled system
We have also developed our STi system for additive manufacturing with titanium and Ti alloys.
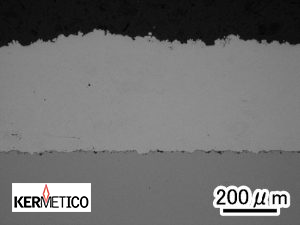
Wear Resistant WCCoCr
We promote HVAF tungsten carbide as the best wear resistant coating available.
Our equipment deposits non-cracking tungsten carbide 1,200 HV300 up to 12 mm (1/2”) thick. We recommend depositing 75-250 microns (0.003-0.010”) WCCoCr 1450-1,600+ HV300 to provide wear resistance in most cases.
Kermetico HVAF WCCoCr wear resistant coatings have excellent resistance to sliding wear, abrasion, cavitation, and erosion.
Our carbides are tough and reveal good fatigue and impact strength and excellent corrosion resistance in most environments except in high pH media and hydrofluoric acid.
Most Kermetico HVAF 3D-overlays are gas-tight (non-permeable to gas).
The Kermetico HVAF AK6, our Best System for Tungsten Carbide Deposition

The Kermetico AK6 HVAF Gun
The AK6 is a simple and technologically efficient gun with a good record of carbide deposition results.
Key features:
- Spray rate – 28 kg/hour (62 lbs./hour)
- Spray powders: tungsten carbide, chromium carbide 1-20 to 15-30 microns
- Axial powder injection
- Fuel gas options: propane, propylene, natural gas, propane-butane, MAPP
- Economy mode for the highest deposit efficiency (65+%)
- Balanced mode for 50-60% deposit efficiency, 1,250-1,350 HV300 ±6% hardness
- Ultra-mode for WC-10Co-4Cr coating hardness up to 1,600+ HV300 ±6%
- High coating quality: high density, low level of oxidation, no permeability to gas and liquids
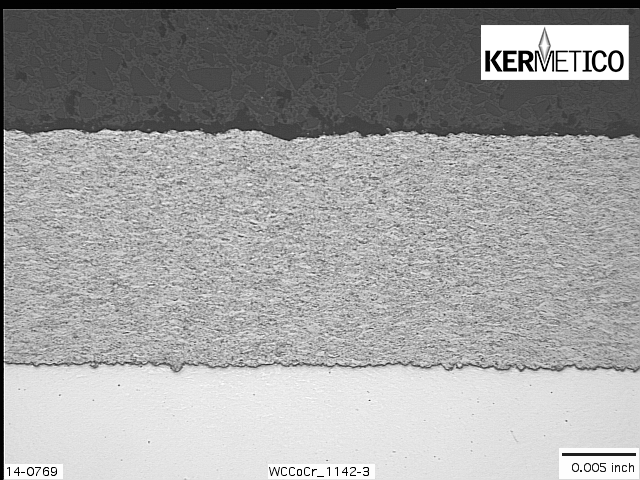
An Additive Layer of Tungsten Carbide, 100x
The Kermetico HVAF Process Description
The HVAF Systems deposit metal and composite powders, heated and accelerated by the air-fuel gas combustion products.
The mixture of compressed air and the chosen fuel gas flows into the combustion chamber through the orifices of a catalytic ceramic insert.
When entering the gun, the compressed air cools the chamber and the nozzle assembly.
Then part of the preheated air is mixed with the chosen fuel gas and combusted.
The initial ignition results in the heating of the insert above the mixtures’ auto-ignition temperature, and then the hot insert continuously ignites the mixture.
The spray powder is injected axially into a wide combustion chamber.
The powder exiting the chamber is propelled into the nozzle of chosen length and configuration and accelerates to a velocity that may be over 1,000 m/s (3,300 ft./sec.).
When impacting a substrate, the spray powder particles form a coating.
Kermetico HVAF Thermal Spray Coating Equipment
Kermetico designs and manufactures three families of HVAF thermal spray equipment.
- Convertible HVOF and HVAF equipment:
- Multi-purpose HVAF AK systems, with a variety of spray guns:
- AK7 – a high-power gun for the thermal spray of large parts
- AK6 – a gun to spray carbides onto a balanced mix of parts in a job shop
- AK5 – a compact gun to spray smaller parts, thin walls and complex surfaces
- AK-ID – an 88 mm (3.45”) and larger internal diameter spray gun
- AK-IDR – a rotating ID gun to spray 4” (100 mm) and larger bores
- AK-HH – a handheld gun for on-site coating
- Specialized HVAF S equipment:
- Additional equipment:
- An HVAF blasting grit feeder for the grit blast preparation of parts to reduce coating costs
- A Gas Permeability Tester for an instant check of a coating’s through porosity
Kermetico Inc. – the Specialist in Material Science, HVOF and HVAF Equipment Manufacturing
Since our incorporation in 2006, we have installed more than 60 HVAF and HVOF systems worldwide. Some of these systems are at work in Universities and National Labs, but most of them are used in production thermal spray shops.
We proudly design and produce our spray equipment in California and install it all over the world.
You can visit our R&D center in Benicia to meet our designers and see our equipment in person.
We provide metal coating services in California, USA.
















