
Wear resistance of the mud rotor surface is one of the key factors of an oil well directional drilling cost.
While there is a consensus that “old school” hard chromium coatings are insufficient for the drilling application, there are still a lot of attempts to enhance HVOF tungsten carbide coatings with “ceramic sealants.” The whole idea of sealing a ground coating having less than 1% porosity seems pointless to us.
We believe that the reason for HVOF WCCoCr coating failures hides not in the 5 microns of a surface being sealed but in the HVOF process flaws. And we know how to fix it.
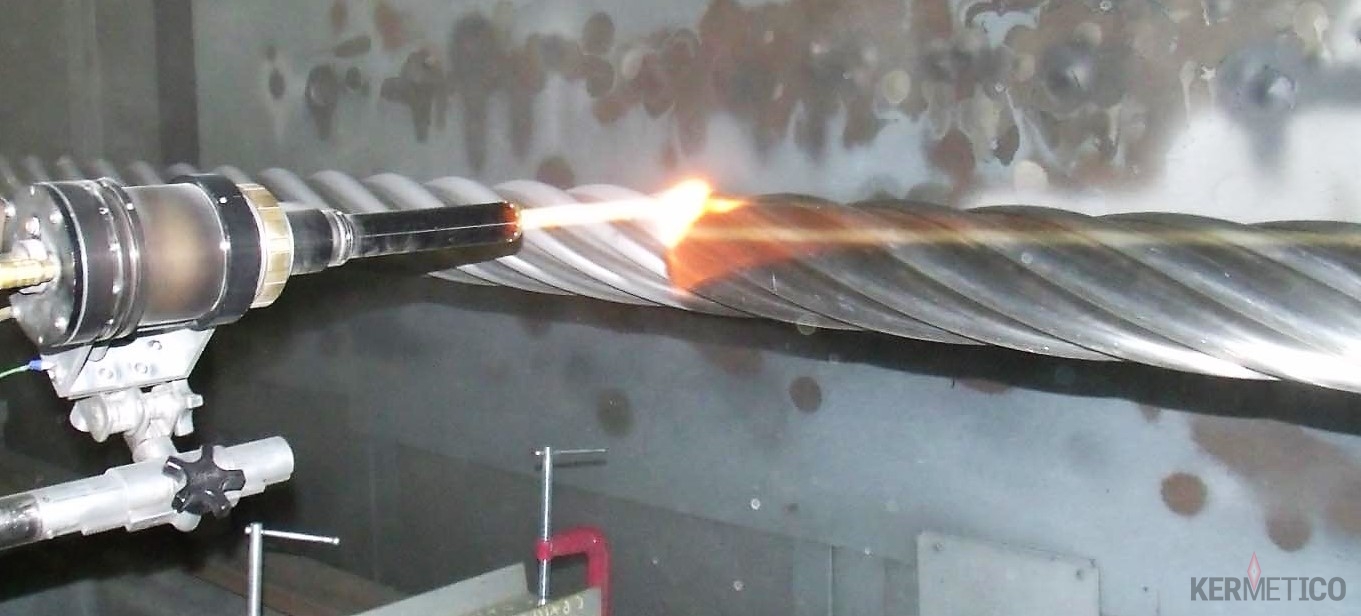
Kermetico HVAF technology and equipment provide a way to protect mud motor rotors with gas-tight, 1,350-1600+ HV300 hard and ductile tungsten carbide coatings. Other mud motor components, such as flow restrictors and drive shafts, also benefit from our coatings. And we produce Convertible HVAF + HVOF equipment for companies that still need to spray conventional HVOF coatings for conservative clients.

The Kermetico HVAF System Spraying a WCCoCr Coating onto a Mud Motor Rotor
Numerous researchers have found that Kermetico HVAF WCCoCr coatings provide wear resistance several times longer than HVOF or electrolytic hard chrome.
Let’s find out why.
The Wear of Mud Rotors
Downhole drilling motors, or positive displacement motors (PDM), consist of a helically shaped metallic rotor rotating within a molded stationary elastomer lined stator.
The heart of the mud motor is the rotor-stator pair. The circulation of the rotor transforms the pressure of hydraulic energy of drilling mud into the mechanical energy causing the motion of the drill.
Mud-rotors have been plagued with excess wear, corrosion, erosion and coating delamination resulting in small drilling times. Most mud rotors had historically been chrome plated or nickel plated, but frequent coating failures have forced the industry search for other solutions.
Drilling mud is contaminated with chlorides that permeate the microcracks and pores of traditional chrome plating and corrode the underlying steel.
The appropriate coating should increase drilling times, reduce wear, increase corrosion resistance and minimize repair times.
The coating must be capable of sustaining horizontal and vertical flexing and needs to be impact resistant.
For performance in the harsh conditions the coating should:
- have very low residual stresses
- be as ductile as possible
- have very high cohesive and adhesive strength
Kermetico HVAF Coating Features
Kermetico High Velocity Air Fuel (HVAF) has been shown to be very competitive for mud rotors’ protection.
HVAF carbide coatings ARE superior to HVOF rivals regarding both wear protection and production cost. The high velocity of the in-flight particles (greater than 1,000 m/s) in our HVAF process enables the production of very dense coatings with high bond strength.
Moreover, the small combustion spraying temperature (1,960-2,010°C | 3,560-3650°F depending on fuel gas) and gentle particle heating lead to minimal feedstock phase transformation and almost nonexistent elemental depletion/decomposition of the in-flight particles.
Furthermore, the replacement of HVOF using pure oxygen with air in the HVAF process significantly reduces the oxide content in the coatings, which is desirable for high-performance coatings.
A Comparison of Main Features of HVAF and HVOF Tungsten Carbide Coatings for Mud Rotors
| WC-10Co-4Cr Coating Features | A Typical HVOF | Kermetico HVAF Modes | ||
| Economy | Balanced | Ultra | ||
| Deposition efficiency, % | 40-55 | 60-70 | 48-58 | 36-42 |
| Hardness, HV300 | 1,050-1,250 | 1,050-1,250 | 1,250-1,350 | 1,350-1,600+ |
| Young’s Modulus E, GPa | 300 | 400 | 450 | 450 |
| Apparent metallographic porosity | <0.8 | <0.8 | <0.5 | <0.3 |
| Bond Strength, MPa (PSI) | 80+ (12,000+) | |||
| Range of as-sprayed roughness, µm (µ in.) | 3.5-4.5 (150-180) | 1-3.2 (40-130) | ||
The Performance of Ceramic Sealants
1,600+ HV300 is still lower than 2,000 HV some manufacturers advertise for their ceramic sealants. Well, we are not familiar with any real-life proof of a sealant’s advantages.
We have heard from field operators that ceramic sealants don’t really help in the long-term as they wear off fast.
And we believe it, because otherwise, one doesn’t need an HVOF coating there; he can just apply this sealant as a coating. Sealing might help to close the porosity and permeability of a poor WCCoCr coating, but it can’t be a key factor.
Our HVAF tungsten carbide coatings are impermeable to gas or water and contain the same or less amount of brittle WC phases as the original powder, which gives them much higher toughness and hardness than any HVOF specimens.
These factors result in a longer service life.
HVAF vs. HVOF for Mud Motor Rotors Coating
For testing of WC-10Co-4Cr HVAF coatings in comparison to the best HVOF counterparts, we would refer to the late 2011 Schlumberger UK data, several works performed by Hunan University (Changshu, Hunan, China) and the data from the Central Power Research Institute (CPRI, Bangalore, India).
The improvement of our HVAF coatings versus the best HVOF coatings of similar chemistry:
- abrasive wear: 35-50%
- slurry erosion (jet) at 90° attack angle:
- 3-4-fold (Schlumberger and Hunan, different powders manufacturers, different shops)
- 4-6-fold (CPRI India)
- cavitation resistance:
- 3-fold (Hunan)
- 5-fold for a 1,320 HV300 hardness HVAF coating,
- 10-fold for a 1,450 HV300 HVAF coating
- 15-fold for a 1,550 HV300 HVAF coating (CPRI India).
Note that Hunan was using local-made agglomerated-sintered powder for HVAF while comparing it to sintered-crushed Amperit used with a Diamond Jet HVOF. And CPRI was using agglomerated-sintered Amperit for HVAF while comparing it to fine-carbide Durmat with the JP5000. The testing stage was not set in favor of HVAF, and still, the HVAF coatings performed many times better.
A Mud Rotor in the Process of HVAF WC-10Co-4Cr Coating
Our Rotor Coating Experience
We do not spray mud rotors ourselves, as we are equipment manufacturers and we are not in an oil upstream region.
However, we sprayed a few rotors as a part of field testing plans. One of our US customers Has done this job. They were closely monitoring nine rotors at the beginning of their production. Per their info, all those rotors outlasted their expected lifetime. As a result, HVAF WCCoCr coatings are specified for protection of the OEM and repaired mud rotors.
Our partner in China started using HVAF coatings on mud rotors a few years ago after adequate testing in the field.
Now they spray 4-5 rotors a day.
We have a lot of data from our US customers, including comparative test results and performance on actual parts.
Many parts we coated, where HVOF coatings did not perform. And all these parts with our WC-10Co-4Cr HVAF coatings went through the target service life cycle perfectly, some not even showing wear or corrosion in conditions where HVOF simply failed.
Our problem is that we are not allowed to refer to the majority of these data and field performance due to an NDA in place with them.
Today we spray OEM parts for oil & gas applications according to specifications, developed specifically for our HVAF process.
Notes on Kermetico HVAF Equipment
The traditional thermal spray approach is to melt and atomize the feedstock, propel it to the surface of the target part after that contact ‘splat cooling’ builds up a coating.
The Kermetico HVAF process operates a little differently.
We heat the feedstock material to near its’ liquid phase temperature without exceeding it.
Then we accelerate the particles to an optimized high velocity, and when the particles impact the substrate, there is a rapid conversion of kinetic to thermal energy that allows for the plastic deformation of the particle and a bond that we cannot accurately measure.
In the ASTM 633C bond test, the only result we get is broken glue at 12 KSI, even with 0.040“ (1 mm) of WCCo 88/12.
Blast and Spray with Kermetico HVAF Equipment
Usually, we deposit coatings using robotic blast and spray operations.
We blast a surface with a Kermetico HVAF gun (it is extremely fast and uniform) and spray with the same gun after switching the powder feed hose and perhaps changing the nozzle
It is much faster, more accurate and needs much less grit than conventional air blasting.
HVAF blasting also provides very even surface preparation and induces less stress into the base metal.
Kermetico HVAF Thermal Spray Coating Equipment
Kermetico designs and manufactures three families of HVAF thermal spray equipment.
- Convertible HVOF and HVAF equipment*:
- Multi-purpose HVAF AK systems, with a variety of spray guns:
- AK7 – a high-power gun for the thermal spray of large parts
- AK6 – a carbide gun to spray a balanced mix of parts in a job shop – recommended for mud rotors
- AK5 – a compact gun to spray smaller parts, thin walls and complex surfaces
- AK-ID – an 80 mm (3.15”) and larger internal diameter spray gun
- AK-IDR – a rotating ID gun to spray 4” (100 mm) and larger bores
- AK-HH – a handheld gun for on-site coating
- Specialized HVAF S equipment:
- Additional equipment:
- An HVAF grit feeder for the grit blast preparation of parts to reduce coating costs
- A Gas Permeability Tester for an instant check of a coating’s through porosity
Kermetico, Inc. – Material Science Excellence, HVAF and HVOF Equipment Manufacturing and Thermal Spray Coating Services Since 2006
We create equipment that helps material scientists, engineers and business managers achieve their goals.
We have installed more than 60 Kermetico HVAF systems in the USA, Europe, Japan and China.
Some of the systems are at work in Universities and National Labs, but most of them are used in production thermal spray shops.
We proudly design and produce our HVAF thermal spray equipment in California and install it all over the world.
You can visit our R&D center in Benicia to meet our designers and see our HVAF and HVOF equipment in action.
We also apply HVAF and HVOF thermal spray coatings for our customers in North America – ourselves and through the network of our partners.
*Conversion to the HVOF mode requires a quick hardware change.

















